Каждый начинающий электронщик задавался вопросом: “А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?” Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
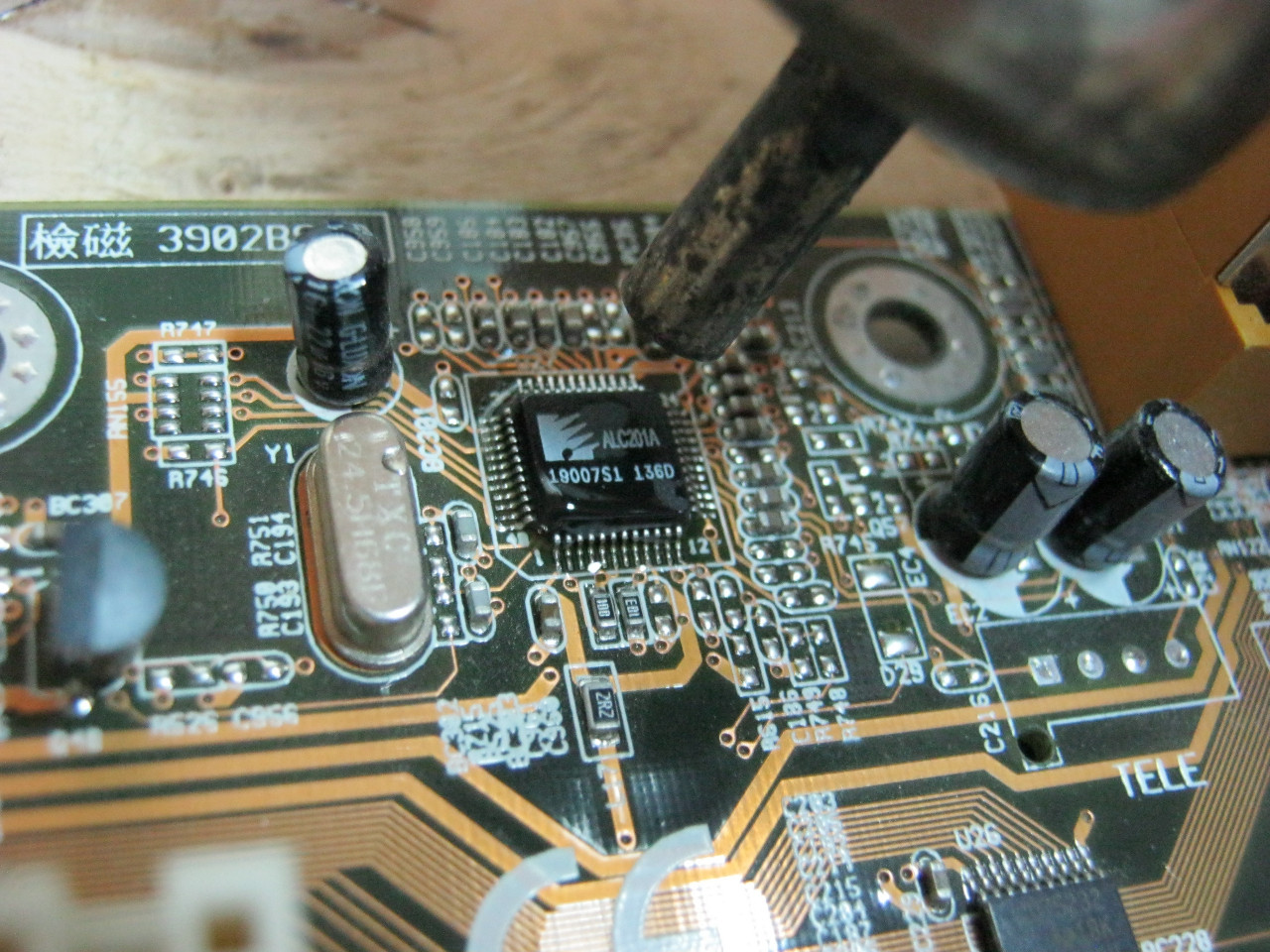
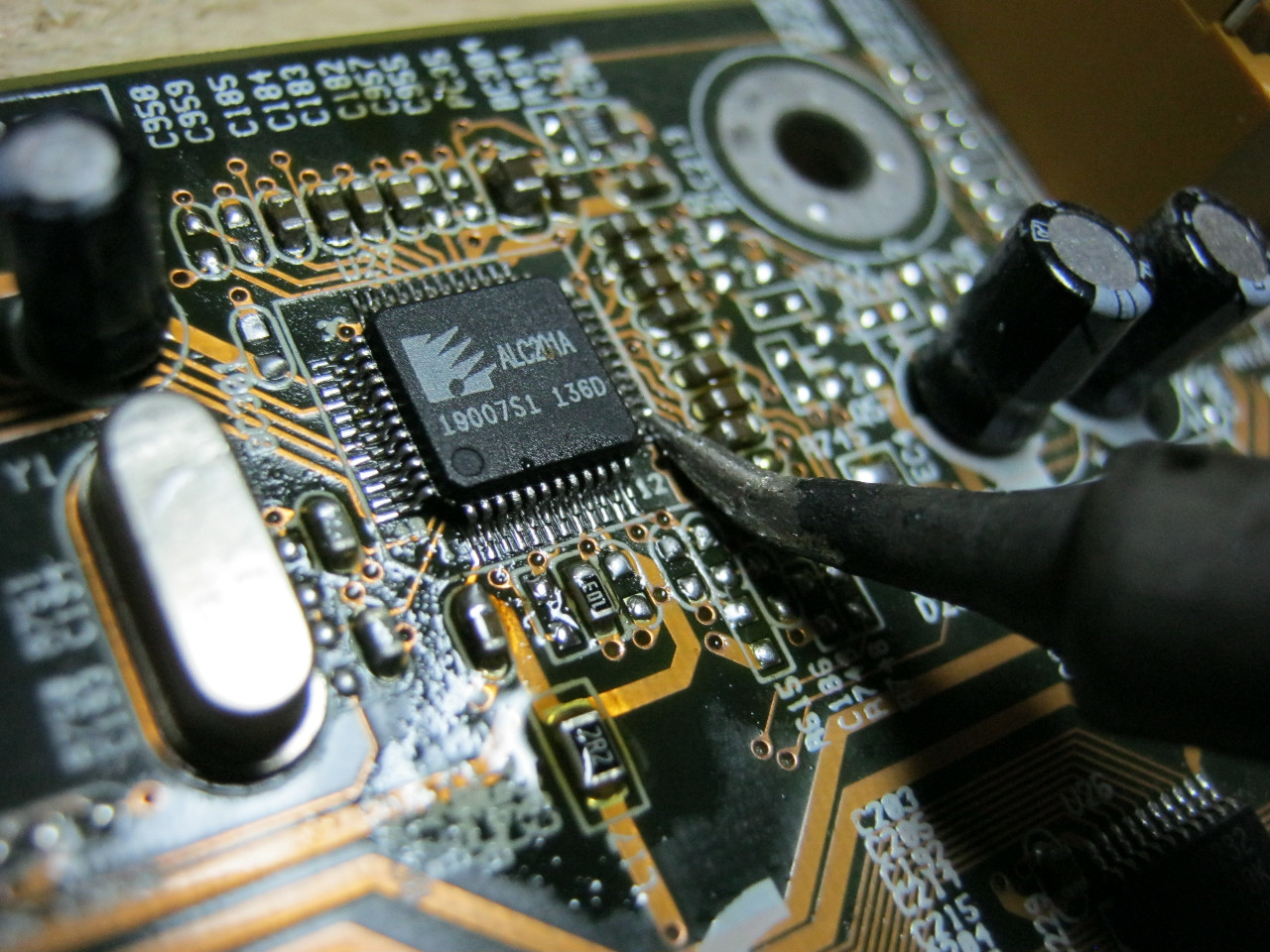
У каждой микросхемы имеется так называемый “ключ”. Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.

Готово!

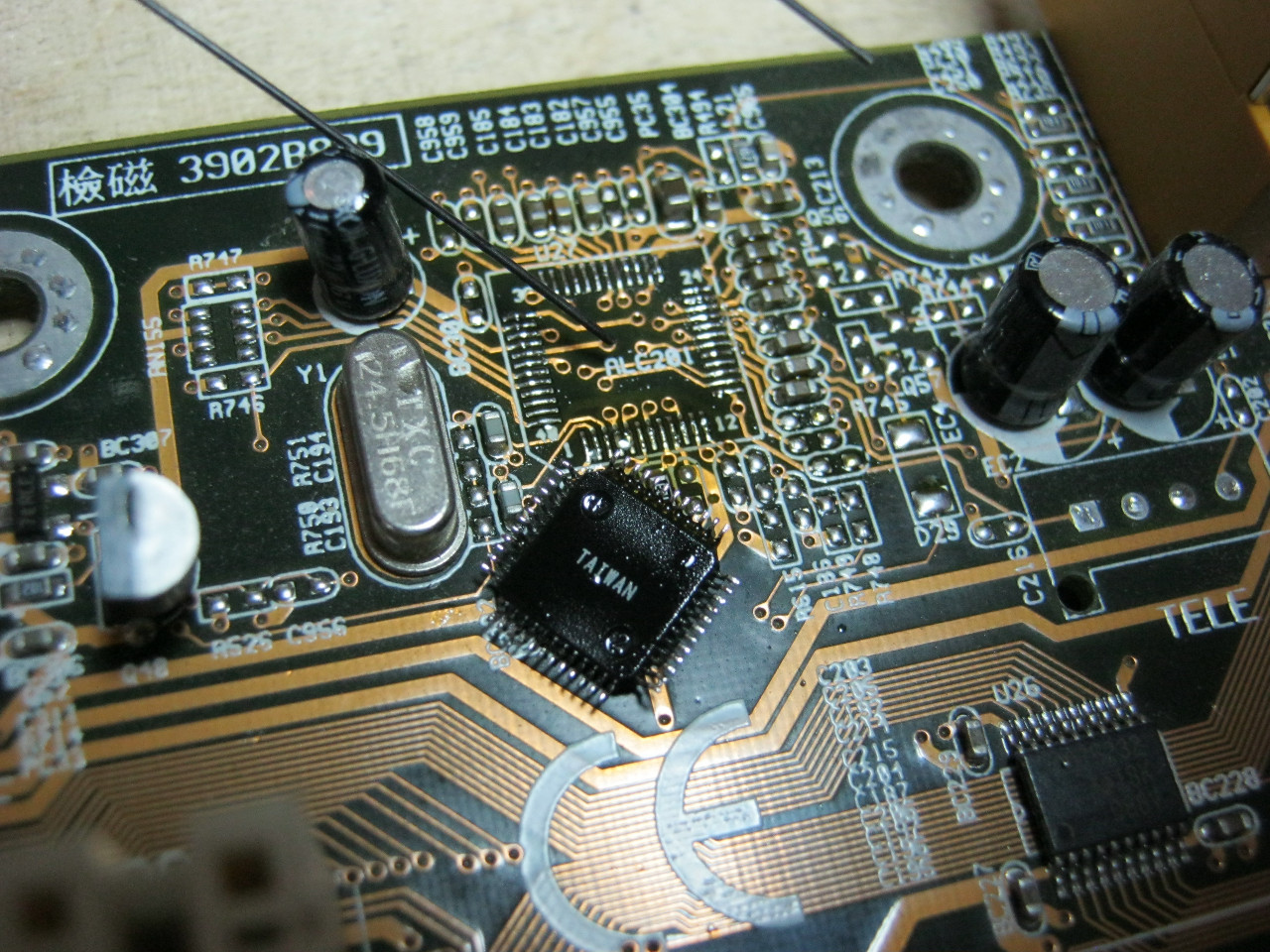
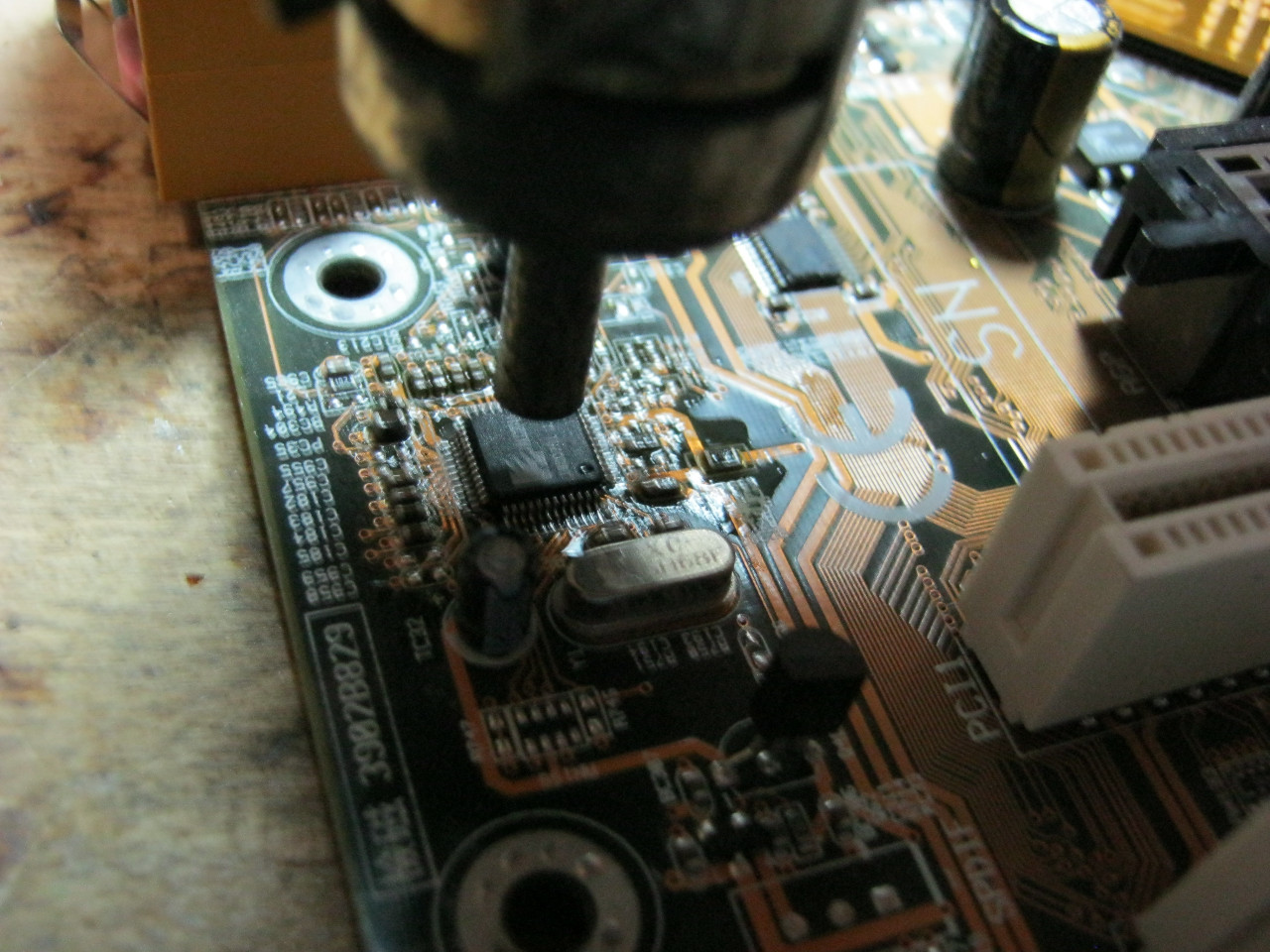
Выставляем температуру фена на 330-350 градусов и начинаем “жарить” нашу микросхему спокойными круговыми движениями по периметру.
Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.

В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:

Вот так выглядят для него насадки

Купить можно по этой ссылке .
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.

Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.
Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка – это Goot Wick .
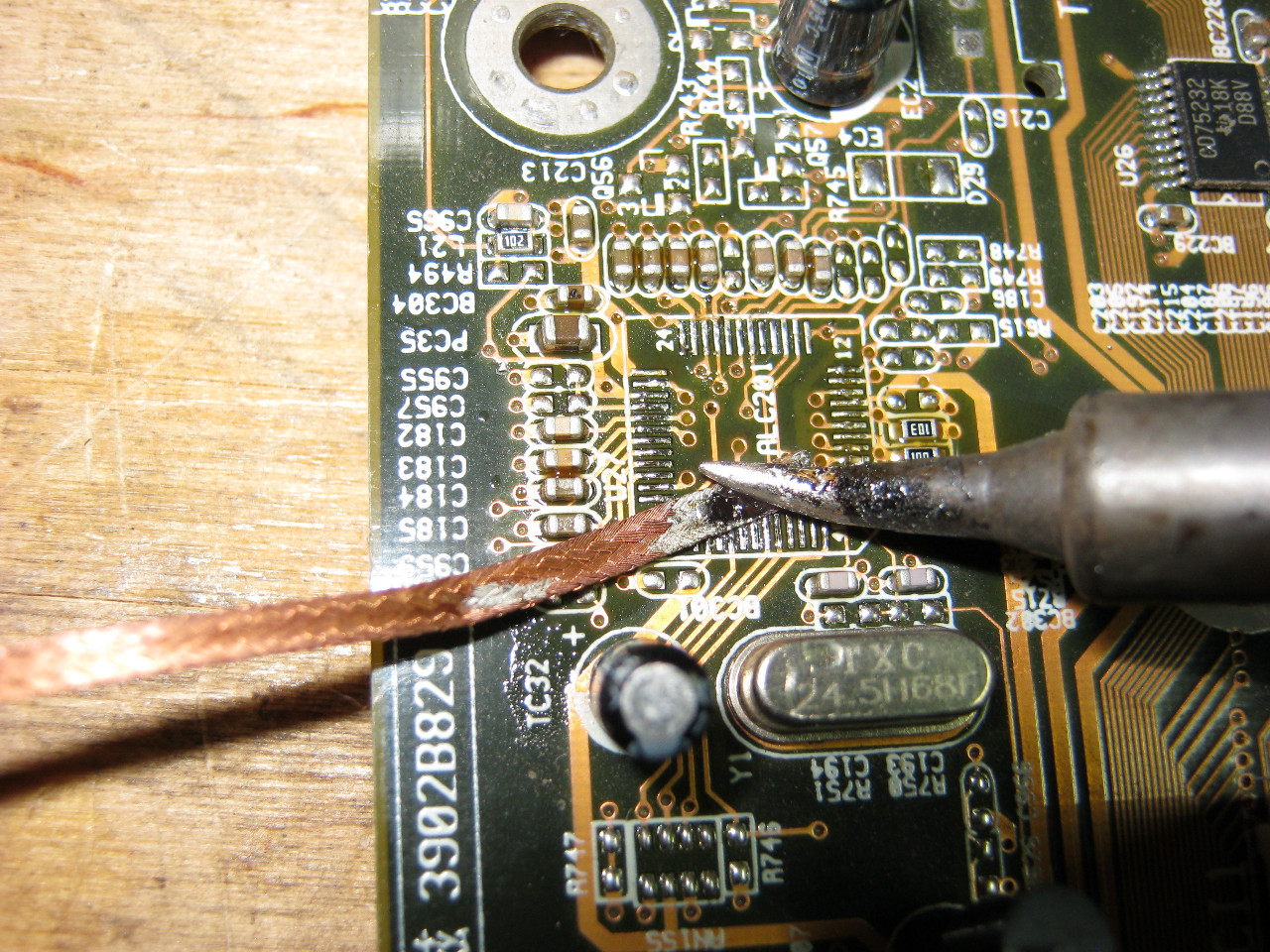
Вот что у нас получилось:

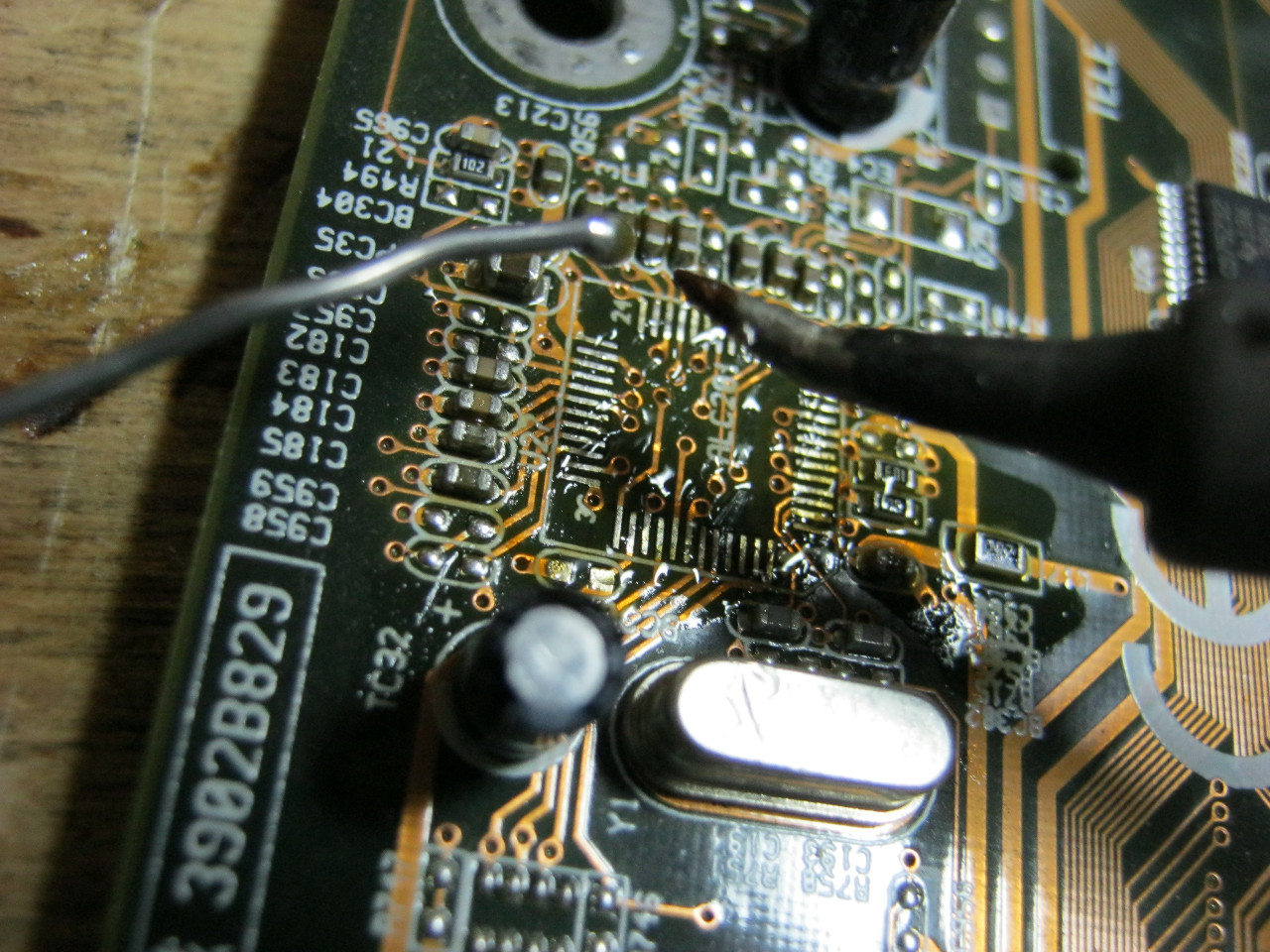
Должно получиться вот так

Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.

Напоследок все это чуточку смазываем флюсом

Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.
Напоследок чуток еще смазываем флюсом и по периметру “приглаживаем” контакты микросхемы к пятакам с помощью паяльника.
Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.

Думаю, теперь вы знаете, как паять микросхемы правильно.
Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой. Методов пайки металлов существует много, но прежде всего нужно знать, как правильно паять паяльником. Такое, казалось бы, несложное действо имеет массу тонкостей и нюансов - начиная с выбора инструмента и заканчивая мерами безопасности при работе с ним.
Общие вопросы
Используют именно металлы, они имеют свойство растекаться по поверхности, если находятся в расплавленном виде. Этому способствуют силы гравитации и умеренного натяжения. Это свойство позволяет соединять несколько деталей. Они покрываются слоем припоя, фиксируя элементы в определенном положении.
Казалось бы, все элементарно: расплавил металл и покрыл им место крепления частей. На практике наблюдается более сложная ситуация, ведь важно, чтобы деталь была и прочной и проводимой электрическим током. В идеале слой должен быть тонким, но с максимальной укрывистостью.
Чтобы лучше спр авиться с этой операцией, нужно учитывать следующие моменты:
Умение сделать это правильно - залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Обычно флюсы нужны для протравливания и удаления оксидной пленки. Кроме того, их применение - отличный способ защитить от коррозии. Без них сложно представить полноценную подготовку к пайке, ведь если детали не будут лудиться, то и качественного сочленения не достигнуть. Как правило, данные вещества представляют собой смеси солей, щелочей и кислот.
Можно выделить два типа флюсов:

 Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Фиксация осуществляется с помощью припоев . Как правило, в ход идут свинцово-оловянные марки (ПОС). После маркировки обязательно присутствует цифра, которая свидетельствует о концентрации олова. Чем внушительнее этот показатель, тем выше устойчивость к механическим воздействиям и электропроводность. Температура плавления при этом ниже. Свинец в соединении нужен для застывания. Без него олово не сможет сохранить однородность.
В продаже присутствуют особые разновидности припоев, в которых отсутствует свинец (БП). Он заменен индием или цинком. Большой плюс таких соединений - отсутствие токсичности. Температура плавления выше, но и прочность гораздо серьезнее.
Можно отыскать легкоплавкие марки. Это припои Вуда и Розе. Они растекаются при температуре 90−110 градусов. Применяются такие соединения при создании и ремонте аппаратуры.
Разнообразие видов работ и условий, в которых они производятся, породило возникновение нескольких типов паяльного оборудования.

Выбор жала паяльника
 Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Как правило, в качестве материала используется медь , в которую добавляются различные примеси (например, хром или никель). Это позволяет улучшить эксплуатационные свойства. В частности, значительно увеличивается долговечность.
Жало без покрытия быстро приходит в негодность. Его приходится периодически чистить и лудить . Чтобы нивелировать этот изъян, рекомендуется отковать этот элемент и обточить с целью придания той или иной формы.
В различных ситуациях этот инструмент может применяться с рядом особенностей, на которые стоит обратить внимание. От этого зависит не только конечное качество, но и степень осуществимости операции в целом.
Пайка проводки
 Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором. Тут важно стряхивать излишки с проводов
. Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования.
Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором. Тут важно стряхивать излишки с проводов
. Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования.
Когда предварительная стадия закончена, скручиваем провода и прогреваем их с небольшим количеством припоя. Все свободное пространство должно быть заполнено расплавленной смесью.
Если подразумеваются многопроволочные жилы, можно обойтись без лужения. Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительных щитов эта операция не производится, так как высок риск корродирования. Кроме того, подобные конструкции не относятся к категории разъемных.
Ремонт электроники
 Правильный
подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником
в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки
в процесс. Но если речь идет о типовой печатной микросхеме
, справится даже тот, кто впервые взял в руки инструмент.
Правильный
подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником
в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки
в процесс. Но если речь идет о типовой печатной микросхеме
, справится даже тот, кто впервые взял в руки инструмент.
Легче всего паять мелкие выводные элементы. Предварительно фиксируем их с помощью какого-нибудь вязкого вещества в отверстиях. Плотно прижимаем жало с обратной стороны для прогрева. Затем вводим в место спайки припой (его не должно быть слишком много).
Если выводной элемент болтается, сначала смачиваем его флюсом. При такой технике небольшая капля олова с паяльника переносится на ножку. Вещество стекает, заполняя собой отверстие.
Крупногабаритные детали
 Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания
и соединения выглядит несколько иначе.
Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания
и соединения выглядит несколько иначе.
Сначала добиваемся полной неподвижности. Это делается с помощью струбцин или пластилина (воска). Затем выполняется точечная спайка.
Следующий этап - лужение . Оно выполняется в местах фиксации. Важно подойти к этому процессу со всей тщательностью.
Затем - свободное пространство заполняется припоем. Используются специальные составы, отличающиеся тугоплавкостью и способностью сохранять герметичность на протяжении длительного отрезка времени.
Если предстоит сделать крупный шов, роль паяльника может исполнить медный топорик, подогреваемый на огне. Это все, что нужно для пайки в подобных случаях.
Важные моменты

Работа с паяльником не так проста, как это может показаться. Развитие этого умения существенно расширит спектр операций и техник , которые вы сможете использовать.
Иногда может появляться вопрос, как можно припаять провод без использования паяльника, ведь пайка является наиболее распространенным способом соединить небольшие детали в домашних условиях. Бывают такие ситуации, когда требуется срочное соединение провода, но паяльник, используемый в качестве простого и удобного инструмента, находится в сломанном состоянии. Как, вооружившись им, соединить металлы, известно практически каждому. А вот каким образом осуществляется пайка, если дома нет электричества, – это другой вопрос, который рассмотрим ниже.
Использование самодельного жала
Не у всех дома есть такой обыденный инструмент, как паяльник, а вот различных ломающихся устройств предостаточно. Чаще всего это телефонные зарядки или наушники, от которых отломался штекер. Конечно, при необходимости и возможности можно купить новые аксессуары, а можно вдохнуть новую жизнь в старые. Заменить паяльник можно, используя обычные подручные материалы. Одним словом, делается простое жало паяльника, для нагрева которого подойдет любой источник огня.

Подручные материалы следующие: одножильный кусок медного провода (диаметр – 0.5 см), а также небольшой кусок ткани, стойкой к высоким температурам. Можно использовать провод в качестве жала, одну его сторону нужно тщательно заточить под углом примерно 45 градусов. Это и будет служить паяльным инструментом в дальнейшем. Что касается другого конца используемого кабеля, он надежно термоизолируется с той целью, чтобы за него можно было безопасно держаться. В качестве изолятора подойдет стеклоткань или, на худой конец, обычная джинса. Достаточно вырезать длинный кусок ткани и намотать ее на провод. Для фиксации ткани используем нитку или клей.
Теперь переходим к самому главному: как таким самодельным жалом осуществлять паяние. В первую очередь, потребуется источник огня. К примеру, им послужит газовая плита. Следует взять жало и тщательно его нагреть. Далее, когда оно нагреется, им касаются канифоля и припоя, в результате чего конец жала залудится. Инструмент, пускай и подручный, находящийся в таком состоянии, пригоден для пайки.
К примеру, что делать, если сломалась зарядка для телефона. В первую очередь, нужно аккуратно зачистить концы провода, используя нож. Далее используется нагретое жало, при помощи которого лудятся концы медного провода. Для соединения места обрыва применяется пайка.
Важно! Во время пайки следует убедиться, что обрабатываемый провод тщательно зачищен. Для снятия окислов с поверхности чаще всего используется обычный нож, в результате чего получается качественное залуживание.
Применяя самодельное жало, заменяющее паяльник, достаточно лишь слегка прикоснуться к поврежденному проводу, в результате чего он нормально и быстро залудится.
Пайка фольгой
Используя этот метод, спайка осуществляется за 5 минут. Фольга в этом случае применяется в качестве припоя, который прокатывают в тонкую ленту. Такая форма считается очень удобной, так как она не будет размазываться по площади и протекать при большей дозировке, что физически является невозможным.

Вид, расположение и размеры контактов могут быть любыми, при таком методе нет определенных ограничений. Пайка фольгой удобна в различных ситуациях, начиная припайкой провода к плате и заканчивая соединением контактов двух скрученных проводов.
Для того чтобы подготовить контакты, потребуется снять с них изоляцию и очистить от ее остатков. Далее концы проводов соединяются скручиванием, отрезается необходимое количество фольги, убирается клейкая лента, и оборачивается провод. Далее осуществляется равномерный нагрев, для чего подойдут свечка или обычная зажигалка.
Как спаять гирлянду подручными средствами
В случае с гирляндой, в первую очередь, потребуется отыскать место, в котором отсоединился провод. Причиной тому может служить:
- Зачастую контакты обрываются в блоке управления, где тонкие проводки не обеспечивают достаточную площадь сцепления;
- Также порыв может быть по всей длине гирлянды;
- Если лампы подсоединены параллельно, то при перегорании одной вся цепь разомкнется.
Обратите внимание! Перед началом работ необходимо отключить гирлянду от сети.
Как правило, контакты, которые отошли, легко отыскать невооруженным взглядом. В других случаях может понадобиться специальный тестер: замеряется каждая половина, после чего круг поисков постепенно сужается, пока ни найдется нерабочий элемент.
Найдя место разрыва, можно начинать процедуру спаивания. Необходимо заметить, что в данной ситуации наиболее актуален именно беспаяльный метод, что объясняется маленьким диаметром проволоки. Эффективными здесь будут паста и термоусадочная трубка. Схема выглядит следующим образом:
- В месте разрыва обрезается провод;
- Производится его зачистка;
- Заранее одевается трубка и сдвигается в сторону (пока не будет закончена пайка);
- Делается скрутка и наносится паста (прикасаться к краям изоляции не нужно);
- Припой тщательно прогревается при помощи свечки или зажигалки;
- Остывшее место покрывается изоляционной трубкой, которая также должна быть прогрета.
Этим же способом можно припаять сломанные наушники.
Паяльник известен как удобный и простой инструмент, но бывают ситуации, когда он выходит из строя. Переживать не нужно, так как пайку можно осуществить и при помощи подручных средств. Достаточно лишь знать некоторые нюансы.
Видео
Небольшую губку, припой, плоскогубцы или пинцет, бокорезы.
Включите паяльник в розетку и смочите губку водой. Когда паяльник нагреется и начнет плавить припой, покройте жало паяльника припоем, а затем протрите его о влажную губку. При этом не держите жало слишком долго в контакте с губкой, чтобы не переохладить его.
Протирая жало о губку, вы удаляете с него остатки старого припоя. И в процессе работы для поддержания жала паяльника в чистоте время от времени протирайте его о губку.
Перед пайкой спаиваемые места нужно залудить или использовать уже залуженные детали. Ручной пайке уже, наверное, сотни или тысячи и с тех пор почти ничего не изменилось в технологии, смола (канифоль) она была и тогда смола, а олово и свинец также не изменились.
Методика обучения пайке
Если вы никогда не паяли, предлагаем воспользоваться одной из двух методик, в основе которых, как в и любой другой методике, лежит практика.
Методика 1. Возьмите 300 мм голого провода диаметром 23 мм (или изолированного, с которого надо снять изоляцию) и разрежьте его на 12 одинаковых кусков длиной 25 мм, чтобы из них сделать куб, закрепив точки соединения посредством пайки. Допускается использовать только плоскогубцы с длинными губками, паяльник, припой, флюс. И никакого другого инструмента и приспособлений. Это должно научить вас держать конструкцию неподвижной во время ее охлаждения. После того как куб будет готов, дать ему остыть, а затем положить его на ладонь и сжать руку в кулак. Если хотя бы одно из соединений нарушится, надо проделать все еще раз, взяв новые куски проводов.
Методика 2. Нарезать куски медной проволоки длиной 30—50 мм и толщиной 2—3 мм. Обмотать освобожденный от изоляции монтажный провод вокруг этой проволоки (2 - 3 витка) и соединить его путем пайки. Инструмент тот же, что и выше. Это упражнение надо повторять до тех пор, пока не будут получаться аккуратные, блестящие, прочные соединения.
Основные правила пайки
При пайке надо соблюдать несколько правил, тогда и пайка будет получаться надежной и аккуратной. Лучше всего пользоваться припоями ПОС-61, ПОС-50, ПОС-40 и спирто-канифольными флюсами, необходимо прогреть место соединения до такой температуры, чтобы приложенный к нему припой мог расплавиться.
Припой должен расплавиться благодаря теплу, отдаваемому местом соединения, место соединения следует тщательно зачистить, место соединения должно быть неподвижным до тех пор, пока расплавленный припой не затвердеет, не перегревать места соединения, припоя не должно быть слишком мало, припоя не должно быть слишком много.
Частая ошибка заключается в том, что припой расплавляют паяльником в надежде на то, что он стечет с паяльника и прилипнет к месту соединения. Это грубая ошибка! Опыт многих практиков показывает, что качество пайки во многом определяется мастерством монтажника. У опытного монтажника: ниже давление паяльника на печатную плату при пайке, меньше перепаек элементов, меньше время пайки при заданной температуре паяльного наконечника (внутренние дефекты на печатных платах практически не появляются, если время пайки меньше 3 с). К паяемым деталям прикладываем жало паяльника всей лопаточкой, для эффективной теплопередачи. Пайка должна быть быстрой и качественной.
Не забываем про перегрев деталей. Не получилось с первого раза, даем радиодеталям остыть. Время прогрева подбираем экспериментальным путем — если слишком быстро, то деталь не прогреется и пайка получится плохая. Флюс наносим непосредственно перед пайкой, когда все приготовления деталей закончены, чтобы он не испарялся.
Хорошую пайку видно сразу, припой ложится тонким и ровным слоем, блестит. Нет наплывов, трещин и серых мест. Дополнительную крепость соединения придает предварительная .
Полезные советы и наблюдения
Пайка — это не наляпывание припоя, как смолы или цемента, на соединяемые детали. Это процесс всасывания припоя в микрозазоры за счет капиллярных явлений и адгезии (прилипания) припоя за счет поверхностных явлений. Все это электростатические силы, хотя это не привычная для вас электростатика, это силы межмолекулярного взаимодействия на близких расстояниях. И здесь нужно четко помнить, как работают явления смачивания и капиллярности.
Во-первых, если конец жала стряхнут от излишка припоя или вытерт о тряпку, то эта блестящая поверхность обладает сильным притяжением расплавленного припоя. Она может высосать его откуда. Это нужно, например, при отпайке элементов или исправлении пайки. Для удаления большего количества припоя применяется кусок экранирующей оплетки от кабеля. Существует паяльник с ложбинкой на конце, которая как ложка заполняется припоем при касании старой пайки, хотя сейчас принято применять вакуумный отсос.
Во-вторых, если вы возьмете на кончик жала мало припоя, то нечему будет всасываться в зазор между спаиваемыми деталями, и нечему будет окружать этот зазор по периметру.
В-третьих, если припоя много, то пайка будет в виде слишком большой капли и может замкнуть соседние контакты.
В-четвертых, если канифоли или флюса недостаточно на жале паяльника, а так же при недостаточной температуре, то пайка получается не блестящей, рыхлой и непрочной. То же получается при слишком высокой температуе, когда флюс исчезает раньше, чем сделает доброе дело.
В-пятых, если канифоли или флюса много в зазоре, то он там кипит и выплескивает припой в виде брызг на соседние контакты.
В-шестых, при нужном количестве припоя и нужной температуре паяльника (и не слишком большой массе спаиваемых деталей) припой аккуратно самостоятельно обтекает спаиваемые контакты и самостоятельно всасывается в микрозазоры между ними. То есть, форма и прочность пайки формируются сами, как нужно.
Помните, что две зачищенные хоть до зеркального блеска медные детали никогда не соединятся вместе (разве что вы их склепаете или сварите). При пайке они соединяются тонким слоем припоя, который всасывается между ними, только если они уже хорошо залужены (покрыты предварительно тонким слоем припоя).
В первый раз нужно выяснить, через какое время паяльник перегревается. Если через пять-десять минут после включения им уже невозможно паять (припой слетает, а кончик окисляется, — чернеет), то нужен электронный терморегулятор или хотя бы трансформатор с переключателем или плавной регулировкой.
Можно паять и перегревающимся паяльником без регулятора, но тогда его периодически нужно выключать. Но паяльник быстро остывает. В общем, не так просто поддерживать нужную температуру, поэтому этот метод применяется редко, не для качественных паек, а по необходимости.
Канифоль расходуют немного, а не суют в нее паяльник и не задымляют всю комнату. Пары канифоли не особо полезны, поэтому не паяют в комнатах без окон. Должна быть тяга, но не охлаждающая паяльник. Например, открытая форточка здорово задувает паяльник, поэтому не так просто обустроить себе удобное и безопасное рабочее место. Нужно проветривать после пайки или при долгой пайке.
Практически на 1 каплю припоя достаточно чуть коснуться канифоли, то есть она расходуется в 10 раз меньше, чем припой. Она нужна только для тонкой смазки поверхности двух контактов.
Некоторые зачищают провода паяльником или специальной электрической обжигалкой или зажигалкой. Фторопластовая изоляция не плавится паяльником, а при горении испускает белый дым с высоким содержанием фтора и фтористых соединений. Попадание этого дыма в глаза приведет к их химическому ожогу. Когда счищаете изоляцию кусачками, то провод зажимаете пинцетом одной рукой, а другой легко сжимаете кусачками (НЕ ДОСТАВАЯ ДО ЖИЛОК) и тянете изоляцию. Если кусачки острые, то изоляция легко слезает.
Нужно держать кусачки плоской частью, направленной от провода, чтобы срезаемая изоляция упиралась в эту плоскую часть, а не зажималась стороной, заточенной на угол. Нельзя сильно сжимать при этом кусачки, то есть они не должны ни в коем случае оставлять надрезы и вмятины на медных жилах.
Если при зачистке у вас оторвалось несколько жилок вместе с изоляцией или вы заметили вмятины от кусачек, то обрежьте провод и снова зачищайте конец. Особенно трудно пинцетом держать фторопластовый провод, так как последний всегда мылкий на ощупь. Пинцет с гладкими губками может не удержать провод. Пинцет с зубчатыми губками может повредить изоляцию или жилки. В данном случае желательно не использовать пинцет с тонкими кончиками, так как площадь зажима будет мала, и придется нажимать сильнее и может быть и это не поможет.
Если провод выскальзывает, то лучше накрутить его на кончик пинцета, чтобы увеличить площадь трения. В любом случае пинцет с широкими губками предпочтителен, как меньше травмирующий провод.
Дополнение.
От качества пайки зависит, будет ли работать конструкция, а если будет, то как? Ведь достаточно всего одной непропайки, чтобы замолчал целый приемник или усилитель. Прежде, чем приступать к сборке или ремонту печатных плат следует потренироваться «на кошках». В данном случае это будут старые печатные платы или отдельные проводники.
Паяльник ни в коем случае нельзя перегревать. Если нет паяльника с задатчиком температуры, то степень нагрева можно определить, коснувшись им кусочка канифоли: должен появиться легкий вьющийся дымок приятного соснового запаха. Припой должен плавиться достаточно легко, а на месте пайки растекаться, образуя блестящую контурную пайку.
Спаиваемые детали нужно удерживать плотно прижатыми друг к другу до полной кристаллизации припоя. Ни в коем случае, даже если очень спешите, не надо охлаждать пайку, обдувая ее воздухом изо рта или касаясь мокрым (слюнявым) пальцем. Пайка в этом случае получится рыхлой, ноздрястой как тесто.
Спаиваемые детали надо предварительно зачистить до металлического блеска и облудить, то есть нанести тонкий слой припоя. Особенно аккуратно и осторожно следует производить лужение печатных плат.
Зачищенную наждачной бумагой плату сначала надо промыть спиртом или ацетоном, а затем покрыть с помощью кисточки спирто-канифольным флюсом. После этого плату можно облудить паяльником, при этом припоя надо набирать не слишком много. Хорошие результаты можно получить, используя оплетку экранированного провода: пропитав ее припоем и флюсом сверху прижать паяльником и обойти все дорожки.
Перегрев паяльника можно определить опять же при касании куска канифоли. Канифоль в этом случае кипит с брызгами и извергает потоки дыма, который не вьется тонкой струйкой, а валит клубами. Перегретый паяльник быстро выгорает, жало становится черным, припой не плавится и растекается, а скатывается в шарики на поверхности платы. Дорожки платы, особенно тонкие, неминуемо отстают и выгорают, плата становится безнадежно испорченной.
Поэтому лучше всего пользоваться паяльником с регулятором температуры, и чем точнее будет поддерживаться заданная температура, тем лучше качество пайки. Простейшие регуляторы мощности на тиристоре, конечно, позволяют регулировать степень нагрева жала, но поддерживать ее не будут. Представьте себе, что припаиваете тонкий проводник к массивной детали. Например, к «земляному» проводу на печатной плате.
Паяльник, который только что паял прекрасно, сразу остывает и начинает размазывать припой по поверхности. Если же пользоваться терморегулятором, то остывший паяльник быстро разогреется до установленной температуры, причем тем быстрее, чем больше его мощность.
Процедура пайки относится к весьма несложным операциям при соблюдении технологического процесса и наличия навыков. Данная статья расскажет, как паять правильно в домашних условиях и объяснит основы паяльных работ. Начиная от простейшей спайки жил проводов и постепенно осваивая более сложные действия, возрастет мастерство и качество выполнения соединения деталей. Как правильно паять паяльником с канифолью, кислотой, описано в технологическом процессе проведения паяльных работ, кардинально отличающейся от сварки. Помимо обычных электропаяльников, опытные мастера имеют профессиональные паяльные станции для ремонта печатных плат сложных устройств.
Технология паяльных работ
Используемые для пайки устройства бывают четырех видов: электрические, индукционные, газовые, термовоздушные. В электропаяльниках имеется нагреватель спирального или же керамического типа, газовые работают при помощи горелки, а термовоздушные используют воздушный поток. К наиболее применяемым относятся электропаяльники, которые весьма удобны в пользовании и доступны. Они подразделяются по мощности, определяющей выделение теплового потока на контактирующие детали.
Пайка электронных элементов проводится электропаяльниками мощностью до 40 Вт, а для тонкостенных деталей применяются приборы порядка 80-100 ватт. Более массивные приспособления применяются для работы с металлом, имеющем толщину стенки от 2 мм. К таким инструментам относятся паяльники молоткового типа мощностью свыше 250 Вт. На выбор электропаяльника влияет и теплопроводность обрабатываемого изделия.
Паяльный процесс использует способность расплавленного металла хорошо растекаться. Этот способ соединения делает детали неразъемными, объединенными слоем припоя после застывания горячей массы. От качества выполненной спайки контактов зависит величина электрической проводимости. Чтобы узнать, как работать паяльником, рекомендуется просмотреть соответствующее видео, а также изучив инструкции по работе с этим электроприбором.
Соединение деталей методом пайки возможно при соблюдении двух условий:
- чистота места спайки;
- соблюдение температурных условий.

Чистота места спайки
Наличие оксидной пленки на ножках радиодеталей помещает присоединению к поверхности припоя. Этот процесс происходит на атомном уровне, поэтому наличие загрязнений не обеспечит его надежное прилипание к элементам. Для предотвращения возникновения оксидной пленки используются флюсы. Для того чтобы понять, как правильно паять с канифолью или кислотой, ознакомьтесь с технологией их применения.
Соблюдение температурных условий
Перед тем как начинать пайку, необходимо определиться с выбором сплава под используемые элементы. Температура, при которой припой переходит в расплавленное состояние должна быть ниже допустимой спаиваемых деталей. Особенно это касается алюминиевых соединений, а также элементов с большой усадкой при застывании, что мешает нормальному кристаллическому формированию припойной массы.
Основные ошибки при работе с паяльником
Процесс пайки только непосвященным кажется весьма простейшим делом. Однако для него необходимы некоторые познания и определенные навыки, зависящие от опыта. Научиться правильно паять с канифолью, припоем и кислотой совсем несложно. Для этого требуется ознакомиться с технологией, основными принципами выполнения работ, стараться избегать главных ошибок. Перед тем как научиться паять паяльником, следует внимательно изучить основные приемы работы, а также некоторые нюансы. Сноровка приходит постепенно, как и качество выполняемых соединений. К типичным ошибкам, совершаемым новичками при пользовании паяльником, относятся:
- непропай;
- перегрев;
- скатывание припоя;
- химическое разрушение.
Непропай
Плохая пропайка грозит выходом из строя электрических деталей и получается по нескольким причинам. Это происходит из-за плохо нагретого жала паяльника, использования тугоплавкого сплава, перемещения контактов во время застывания массы, а также чересчур холодной поверхности спайки.
Перегрев
Данный процесс происходит при применении электропаяльника большей мощности, чем необходимо, а также высокой температуры его жала для определенного вида паяльных работ. Помимо этого, перегрев возникает при долгом воздействии нагретого паяльника на рабочую область, использования тугоплавкого припоя для соединения элементов с низкотемпературной устойчивостью. Это приводит к термическому разрушению соединительных проводов, деталей, изменению их характеристик.
Скатывание припоя
Процесс скатывания получается из-за плохой очистки соединяемых элементов. Имеющийся на них окислительный слой не позволяет сплаву хорошо растечься и попасть в маленькие щели. Кроме того, это происходит при плохой обработке соединений флюсом, а также несоответствия его марки спаиваемому металлу. Скатывание приводит к плохому контакту, возможному механическому повреждению при малейшем внешнем воздействии.
Химическое разрушение
Происходит химическое разрушение при неправильном выборе флюса, который не соответствует типу соединяемых электрической пайкой элементов. Кроме того, оно может возникнуть, если не выполнить промывку мест соединений по окончании рабочего процесса. Это грозит коррозией, а также разрушением металлического проводника.
Данная информация позволит понять, как научиться правильно паять электрические соединения для обеспечения надежного контакта.

Подготовительный процесс
На этом этапе проводится подготовка электропаяльника и соединяемых изделий. Для определения, что нужно для пайки деталей паяльником, необходимо иметь дома минимальный набор компонентов. Он состоит из электропаяльника, флюсов под различные материалы, припоя, вспомогательных инструментов. Новый электропаяльник может дымить при первоначальном включении в электросеть. Это вполне нормально – так выгорают консервирующие масла на его жале.
Наконечники могут иметь различную форму, подходящую под разнообразные виды пайки. Новое жало подвергается лужению для защиты от износа, а также окисления. Для этого нагретый наконечник погружается в канифоль, на нем расплавляется металл, после чего растирается о деревянный брусок. В результате такой процедуры жало должно полностью покрыться сплавом. В процессе пайки флюс постепенно разъедает медный наконечник, что требует его периодической заточки и повторения процедуры лужения.
Перед тем как паяльником паять с канифолью и оловом выполняется подготовка места. Используемые для электрической пайки детали очищаются от загрязнений, проводится их обезжиривание. Для этого используются разнообразные растворители на основе ацетона, бензина и прочих жидкостей, удаляется механическим способом ржавчина. Это необходимо для быстрого снятия окислительной пленки с соединяемых поверхностей.
Лужение или обработка флюсом
Выполнение лужения подразумевает покрытие соединяемой поверхности изделий тончайшим слоем припоя. Данная процедура используется на подготовительном процессе, а также промежуточном и завершающем. Использование подготовительной процедуры значительно облегчает финальное соединение элементов, так как уже облуженные детали легко спаиваются.
Лужение концов проводов различного диаметра относится к самым распространенным паяльным операциям. На очищенную от изоляции жилу наносится флюс, после чего по ее поверхности проводится жало с припоем. Расплавленный металл легко переходит на жилу и завершается процедура лужения. Для улучшения процедуры рекомендуется проводить механическую зачистку поверхности жил проводов и кабелей. Радиодетали не требуют этой предварительной процедуры и с легкостью припаиваются на платах.
Для различных соединяемых металлов используются свои флюсы. Они предназначены именно для работы с определенными материалами. Флюсы для электрической пайки алюминия подходят и для изделий из стали нержавеющего типа. При этом необходимо обязательно очищать поверхность изделий от их остатков по окончании пайки во избежание коррозии.

Техника пайки
Выполнение работы при помощи паяльника выполняется сливом припоя с наконечника на деталь и непосредственной его подачей на площадку припаиваемого элемента. Вне зависимости от метода пайки проводится подготовка детали, установка и закрепление ее в рабочем положении. После этого проводится смачивание флюсом места обработки и разогрев электропаяльника. Как паять паяльником с канифолью подскажет видео с подробной демонстрацией процесса.
При сливе припоя с жала оно прижимается с припаиваемым элементом. Флюс закипает и постепенно испаряется, позволяя расплавленному металлу плавно перейти с наконечника на место соединения. Проводя поступательные движения жалом вдоль соединяемого места, проводится распределение металла по площади соединения и правится обрабатываемый участок.
Подача сплава на место спайки предусматривает предварительный нагрев элементов до нужной температуры соединения. После этого паяльником подается расплавленный металл встык между наконечником и деталью. Этот метод работы более подходит для крупных деталей.
После использования разнообразных кислотных флюсов требуется обязательная их смывка для обеспечения защиты соединения от коррозии.
Типы припоев
Для пайки электропаяльниками применяются припои низкотемпературные марки ПОС. Эти оловянно-свинцовые материалы имеют вид металлических прутков. Согласно ГОСТ эти твердые сплавы имеют различное содержание олова в своем составе. В зависимости от этого выполняется их маркировка (ПОС-61, ПОС-40, ПОС-30). Помимо них, выпускаются бессвинцовые и прочие составы для пайки нетоксичного типа. Они имеют более высокую температуру плавления и обеспечивают высокую твердость соединения.
Некоторые сплавы имеют низкую температуру растекания и применяются для радиоэлементов и микросхем многочисленных плат, особо чувствительных к перегреву. К активно используемым относятся и оловянно-серебряные составы типа ПСр, а также олово в чистом виде. Для многочисленных спаиваемых деталей существуют таблицы с применяемыми для их соединения компонентами.

Температура пайки
От температуры нагрева наконечника электропаяльника напрямую зависит качество спаиваемых элементов. Недостаточный прогрев не позволит металлу растечься по поверхности даже при использовании флюса. Такое соединение будет иметь рыхлую структуру и невысокую прочность.
Температура жала должна на 40 °С превышать температурное значение пайки, а для спаиваемых деталей этот показатель обязан находиться в пределах 40-80 °С. При этом паяльный наконечник нагревается на 60-120 °С выше значения плавления припоя. На станциях паяльного типа необходимая температура устанавливается специальным регулятором.
Для визуального определения нужного нагрева индикатором служит канифоль. Она должна выделять пар и вскипать, оставаясь на жале в виде небольших кипящих капель.
Меры безопасности
В процессе электрической пайки выделяются едкие газы, опасные для здоровья, поэтому работы следует проводить в хорошо проветриваемом помещении. Помимо этого, технологический процесс сопровождается периодическими брызгами расплавленного металла, флюса. Используйте специальные очки для защиты глаз. Учтите, что сетевые электропаяльники требуют соблюдения особых мер предосторожности, так как имеют открытые металлические части. Особое внимание уделяйте состоянию изоляции питающего электропровода. Следите, чтобы он не попадал на раскаленные детали электропаяльника, что может привести к возникновению электрического замыкания и пожару.

