E. Kosmachev 8 Nga këshillat e V. Ovchinnikov
EKSPOZIMI I THIKAVE
Të gjithë ata që janë përfshirë në instalimin e thikave në një planer e dinë se çfarë sherr është kjo. Për cilësi të mirë të planifikimit dhe lehtësinë e përdorimit në makinë, duhet të plotësohen tre kushtet e mëposhtme:
Thikat duhet të instalohen rreptësisht paralel me rrafshin e tryezës së makinës;
Të gjitha thikat duhet të vendosen në të njëjtën distancë në lartësi;
Kur vendosni pjesën e poshtme (të lëvizshme) të tryezës së makinës në pozicionin më të lartë, thikat duhet të prekin vetëm një dërrasë të sheshtë pa hequr patate të skuqura.
Ekzistojnë disa metoda për instalimin e thikave: 1) përgjatë një shiriti, 2) duke përdorur një tregues dhe një kornizë, 3) duke përdorur një shabllon, 4) duke përdorur një stendë elektromagnetike (shih, për shembull, H.A. Stern. Puna e zdrukthtarisë, M. , Stroyizdat, 1992, f. 17).
Tre metodat e para ndihmojnë për të kontrolluar pak a shumë saktë pozicionin e thikave të instaluara tashmë, dhe vetë instalimi reduktohet në metodën "poke" (goditje - mirë, jo goditur - pa fat). Dhe vetëm një stendë elektromagnetike, e cila zakonisht punon me boshtin e hequr nga makina, ju lejon të vendosni thikat në një lartësi të paracaktuar, por nuk garanton pajtueshmërinë me tre kushtet e mësipërme. Unë propozoj një mënyrë për vendosjen e thikave, e cila garanton një përmbushje shumë të saktë të këtyre kërkesave pa përdorimin e një mjeti të veçantë. Ja si bëhet.
Kontrolloni që të dyja pjesët e tavolinës të shtrihen në të njëjtin rrafsh, hiqni papastërtitë, barazoni gërvishtjet, gërvishtjet, kokat e dalë të bulonave.
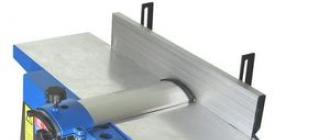
Vendoseni tryezën rrëshqitëse në pozicionin e poshtëm 2 (fig. 1).
Lironi bulonat e fiksimit 3 të blloqeve shtrënguese 4, hiqni thikat 5 dhe mprehini ato (mprehja
pajisja përfshihet me disa makineri), duke hequr shtresën më të vogël të mundshme të metalit, por duke siguruar që të përpunohet e gjithë sipërfaqja e pjesës prerëse. Mos harroni të hiqni gërvishtjet nga pjesa e pasme e thikave me një gur të imët. Pasi të keni hequr thikat, blloqet shtrënguese dhe madje edhe sustat 6, shënoni prizat nga të cilat janë hequr në mënyrë që të mund të vendosen përsëri në vend gjatë montimit. Nëse thikat janë të veshura, peshoni dhe nëse është e nevojshme, barazoni peshat e grupeve të pjesëve në secilin xhep, për shembull duke shtuar metal të peshës së kërkuar nën thikën përkatëse.
Nëse ka susta në bosht nën thika, pastroni dhe lubrifikoni brazdat e thikës, sediljet e sustës, vetë sustat, thikat dhe blloqet shtrënguese me vaj makine. Vendosni gjithçka në vend. Nëse nuk ka susta, bëni prerje 1 nga fundi i thikës 2 (Fig. 2).
Instaloni një pllakë metalike 7 me peshë 5-8 kg me një sipërfaqe të poshtme të sheshtë në pjesën fikse të tabelës 1 të makinës. Pllaka duhet të zgjatet përtej boshtit të boshtit të thikës 8 me 5-10 mm. Gjerësia e pllakës që ndodhet sipër boshtit të thikës duhet të zgjidhet e tillë që t'ju lejojë të punoni me bulona fiksuese 3. Vendosni rreziqet 9 në skajet e pllakës nga të dy anët: e para - përgjatë skajit të rreshtimit 10 në pjesa e fiksuar e tabelës, e dyta - në pingul nga pllaka në boshtin e boshtit. Kontrolloni barazinë e distancave midis rreziqeve nga anë të ndryshme.
Instaloni boshtin në mënyrë që maja e thikës 5 të jetë përballë pikave të djathta 9. Kontrolloni përshtatjen e mirë të majës së thikës me pllakën nën veprimin e sustave 6. Nëse nuk ka susta, ngrijeni thikën deri në fund pllakën, duke i lidhur me kaçavida pikat në të dyja anët dhe në këtë pozicion shtrëngoni bulonat e fiksimit 3 (ky operacion duhet të kryhet nga dy persona). Kontrolloni përshtatjen e ngushtë të majës së thikës në pjatë në të dyja anët. Kryeni këtë operacion me të gjitha thikat e tjera.
Kontrolloni nëse dy kërkesat e para për instalimin e tehut janë përmbushur si më poshtë. Vendosni një dërrasë katrore 300x300 mm me një sipërfaqe të sheshtë dhe të lëmuar (një stol me kokë poshtë) në mënyrë që mesi i saj të kalojë mbi boshtin e boshtit të thikës (fig. 3). Vendosni një peshë prej 3-5 kg në qendër të dërrasës. Lëvizni levën e thellësisë së prerjes 1/4 e udhëtimit të plotë. Vizatoni një vijë përgjatë skajit të poshtëm të tabelës me një laps. Rrotulloni boshtin në mënyrë që një thikë të shkojë nën tabelë. Vizatoni gjithashtu një vijë në pozicionin e ri të tabelës. Matni distancën midis vijave në skajet e pjesës së lëvizshme të tabelës së makinës. Nëse këto segmente janë të njëjta (±1 mm), thika vendoset paralelisht me pjesën fikse të tabelës.
Bëni të njëjtën gjë me thikat e tjera. Nëse e lëvizin tabelën në një distancë të barabartë prej ±2 mm, atëherë ato instalohen në të njëjtën lartësi.
Vendoseni levën e thellësisë së prerjes në pozicionin minimal. Ndizni makinën dhe vendosni një tabelë të lëmuar, të planifikuar mirë mbi makinë. Nëse thikat prekin tabelën, por nuk heqin patate të skuqura, kërkesa e tretë plotësohet.
chLLMlM^S-
Në prodhimin e çatisë së pllakave, shpesh lindin situata kur një gozhdë, pasi ka kaluar një fletë propozoj dhe materiali për çati, nuk ka goditur asnjë nga dërrasat e arkës. E pakëndshme.
I situatë - fleta nuk është gozhduar, por tashmë ka një vrimë në të.
Në këtë rast, është më e lehtë të vendosni një copë dërrase nën gozhdë, e cila do të mbështetej mbi purlinat. Duke mbështetur këtë segment nga ana e papafingo, një gozhdë është goditur në të - dhe gjithçka është në rregull.
fletë rrasa
arkë
Prerja e dërrasës
Ruberoid
Në prodhimin e objekteve ndihmëse të papërgjegjshme: muret e kasolleve, blloqet e shërbimeve dhe gardhe të ndryshme, këshillohet të përdorni gjatësi të ndryshme të shkurtra të dërrasave 1, 2, të cilat mund të jenë në dy ose tre rreshta në lartësi. Është e mundimshme vendosja e zbaticave prej druri midis rreshtave dhe ende nuk ka garanci kundër rrjedhjes së ujit midis rreshtave. Dërrasat e baticës çajnë shpejt dhe muret
hambarët fillojnë të kalben.
Në këtë rast, është më i përshtatshëm për të përdorur metal
3) ndarës kalik në formën e profileve të modelit sa-3 në formë "S" nga mbeturinat e hekurit të çatisë. Së pari, gozhdohet rreshti i poshtëm 2 2, pastaj ndarësi 3 dhe më pas rreshti i sipërm 1.
Planeri përdoret për të përpunuar drurin në mënyrë mekanike duke përdorur një mjet prerës. Planifikimi në drejtimin drejtvizor të pjesëve prej druri përgjatë sipërfaqes ose skajeve. Sipas numrit të mekanizmave të prerjes, dallohen makinat e dyanshme dhe të njëanshme, versioni i parë i pajisjes është krijuar për bashkimin e dy sipërfaqeve ngjitur në të njëjtën kohë.
Furnizimi i pjesës së punës në punë organizohet mekanikisht ose manualisht. Për lëvizjen mekanike të pjesës, përdoret një pajisje ushqimore automatike e bashkangjitur në makinë ose një transportues i integruar në njësi. Për heqjen e pluhurit dhe rroje, mbledhësit e çipave janë dhënë.
Pajisja planer
Njësia përbëhet nga pjesë strukturore:
- shtretër;
- tavolinë;
- gardhe me ventilator;
- linjë udhëzuese;
- boshti i thikës.
 Shtrati është projektuar për të mbështetur të gjithë elementët e makinës dhe pjesët e punës dhe mund të përballojë peshë të konsiderueshme. Është bërë nga një profil me një diferencë të madhe sigurie, për shembull, një kanal ose një rreze I.
Shtrati është projektuar për të mbështetur të gjithë elementët e makinës dhe pjesët e punës dhe mund të përballojë peshë të konsiderueshme. Është bërë nga një profil me një diferencë të madhe sigurie, për shembull, një kanal ose një rreze I.
Tavolina eshte e pajisur me dy pjata- para dhe mbrapa. Pllaka e pasme me sipërfaqen e saj ndodhet në raport me konturin e formës cilindrike të përftuar nga përdredhja e tehut të thikës. Sipërfaqja e pllakës së përparme ndodhet poshtë pllakës së pasme për nga trashësia e shtresës që do të hiqet në një kalim të pjesës. Vizitori udhëzues dhe tavolina e punës janë bërë me sipërfaqe të lëmuara dhe të njëtrajtshme.
Boshti për thika është instaluar midis pllakave të një desktopi. Thikat prerëse zgjidhen me të njëjtën formë dhe peshë, dhe skajet e thikave vendosen në mënyrë që ato të përshkruajnë njëkohësisht dhe në mënyrë të barabartë konturin cilindrik të përpunimit.
Sundimtari udhëzues ndodhet në brazda në sipërfaqet e punës dhe është i fiksuar me bulona. Vizitori lëviz nëpër tavolinë kur ndryshon gjerësia e pjesës së punës.
Mbrojtësi i ventilatorit të boshtit është i fiksuar në pllakën e përparme të tryezës së punës. Për të mbrojtur boshtin e thikës, sigurohet një susta shtypëse e konturit të ventilatorit kundër vizores udhëzuese.
 Është më i përshtatshëm për të punuar me pjesët e punës nga një deri në një metër e gjysmë, pjesët e shkurtra janë të rrezikshme dhe të papërshtatshme për t'u mbajtur, ato të gjata shpërthejnë për faktin se dimensionet e tyre tejkalojnë gjatësinë e tryezës. Hapësira e boshtit të thikës është e pajisur me dy pllaka çeliku që janë montuar në të njëjtën kohë me sipërfaqen. Distanca nga buza e mbivendosjes në konturin e përshkruar nga tehet nuk është duhet të jetë më pak se 3 mm, ndërsa skajet janë të lëmuara, prej tyre hiqen prerjet dhe depresionet.
Është më i përshtatshëm për të punuar me pjesët e punës nga një deri në një metër e gjysmë, pjesët e shkurtra janë të rrezikshme dhe të papërshtatshme për t'u mbajtur, ato të gjata shpërthejnë për faktin se dimensionet e tyre tejkalojnë gjatësinë e tryezës. Hapësira e boshtit të thikës është e pajisur me dy pllaka çeliku që janë montuar në të njëjtën kohë me sipërfaqen. Distanca nga buza e mbivendosjes në konturin e përshkruar nga tehet nuk është duhet të jetë më pak se 3 mm, ndërsa skajet janë të lëmuara, prej tyre hiqen prerjet dhe depresionet.
Boshtet e thikës janë në formë cilindrike, por nuk rekomandohet përdorimi i veshjeve të segmentuara për këtë, të cilat në proces janë hoteliere për shkak të forcës së lartë centrifugale ose lirimit të fiksimit. Metoda e zakonshme e shtrëngimit thikat në brazda trapezoidale dhe të fiksuara me bulona dhe pykë; në këtë variant, thikat futen shtesë gjatë rrotullimit.
Përgatitja e bashkuesit për punë
Para planifikimit, vendosen pjesët strukturore dhe kontrollohet instalimi i artikujve të punës.
Rregullimi i tavolinës së planerit
 Dallimi midis sipërfaqeve të pllakave të pasme dhe të përparme vendoset në intervalin nga 1.25 në 1.5 mm, kjo bën të mundur rreshtimin e aeroplanit në dy kalime të pjesës së punës. Për të siguruar që parametrat e instalimit të pllakës së pasme të mos ndryshojnë gjatë funksionimit, sigurohen pajisje mbyllëse për fiksim. Midis boshtit të thikës dhe nofullës pllaka e pasme e tavolinës siguron një distancë prej 5 mm.
Dallimi midis sipërfaqeve të pllakave të pasme dhe të përparme vendoset në intervalin nga 1.25 në 1.5 mm, kjo bën të mundur rreshtimin e aeroplanit në dy kalime të pjesës së punës. Për të siguruar që parametrat e instalimit të pllakës së pasme të mos ndryshojnë gjatë funksionimit, sigurohen pajisje mbyllëse për fiksim. Midis boshtit të thikës dhe nofullës pllaka e pasme e tavolinës siguron një distancë prej 5 mm.
Materiali për tavolinat e sipërme është gize gri. Brinjët e ngurtë janë bërë në anën e pasme të planit të punës për të zvogëluar lëvizjen e dridhjeve. Për të parandaluar konsumimin e skajeve të pllakës nën një ngarkesë gërryese, bëhen veshje prej çeliku, ato shërbejnë gjithashtu për të zvogëluar distancën nga skajet e teheve dhe për të siguruar siguri shtesë në punë.
Instalimi i teheve
Thikat zgjidhen me tehe të drejta, devijimi kontrollohet me sonda dhe një vizore, ndërsa hendeku nuk duhet të kalojë 0.1 mm. Thikat e përgatitura dhe të testuara janë instaluar në mënyrë sekuenciale, ndërsa skajet e teheve dalin 1-2 mm mbi buzën e pllakave të çelikut të çarjes. Paralelizmi i thikave me njëri-tjetrin kontrollohet me një shirit kontrolli ose një tregues të veçantë.
Kur përdorni një tregues, saktësia e instalimit është më e madhe se kur përdorni një shirit kontrolli. Shtrembërimet e tehuve gjatë fiksimit shmangen, ato duhet të vendosen në një kontur të përbashkët cilindrik të rrotullimit, ndërsa boshti i cilindrit përkon me boshtin e boshtit të thikës. Ndalohet përdorimi i çdo lloji guarnicionet gjatë instalimit të tehut, thikat që janë bërë të papërdorshme nga bluarja ose ndryshimi i gjerësisë së tehut zëvendësohen pa dështuar.
shiriti i kontrollit
Përdoret për të vendosur një bashkues kur instaloni tehe prerëse. Pajisja është prej druri të tharë të fortë, skajet e kontrollit përpunohen me saktësi të lartë. Shufrat bëhen me një seksion:
- 20×30 për gjatësi 400 mm;
- 20×50 për gjatësi 400 ose 500 mm;
- 30x50 ose 30x70 për 500 mm gjatësi.
Në procesin e përdorimit të shiritit, skajet e tij kontrollohen dhe rreshtohen dhe bashkohen shtesë për të hequr dhëmbët dhe zgavrat. Kur instaloni thika, pajisja matëse vendoset në pllakën e pasme të desktopit. Duke e kthyer boshtin me dorë, tehet prekin pjesën e poshtme të shiritit. Pozicioni kontrollohet në tre pika të boshtit, në mes dhe në skajet në një distancë prej 70-100 mm nga buza. Rregullimi kryhet derisa të arrihet një zgjatje uniforme e thikave në të gjitha intervalet dhe prekja e njëjtë.
Njësia e trashësisë së planerit
 Është një makinë e kombinuar me një kombinim të përpunimit të planerit dhe planerit. Pas sharrimit fillestar të dërrasave, ato vijnë në eliminimin përfundimtar të të gjitha parregullsive. Ndryshon nga bashkuesi në atë, e cila ju lejon të planifikoni në thellësinë e zgjedhur. Boshti i thikës me tehe ndodhet midis tryezës marrëse, të fiksuar në kornizë dhe sipërfaqes marrëse; në disa modele, mjeti prerës është i instaluar nën tryezë ose në majë të aeroplanit. Për ta vendosur atë në madhësi dhe rregulluar, përdoret një vizore e bashkangjitur në trup.
Është një makinë e kombinuar me një kombinim të përpunimit të planerit dhe planerit. Pas sharrimit fillestar të dërrasave, ato vijnë në eliminimin përfundimtar të të gjitha parregullsive. Ndryshon nga bashkuesi në atë, e cila ju lejon të planifikoni në thellësinë e zgjedhur. Boshti i thikës me tehe ndodhet midis tryezës marrëse, të fiksuar në kornizë dhe sipërfaqes marrëse; në disa modele, mjeti prerës është i instaluar nën tryezë ose në majë të aeroplanit. Për ta vendosur atë në madhësi dhe rregulluar, përdoret një vizore e bashkangjitur në trup.
Përpunimi i njëkohshëm i planerit dhe trashësuesit lejon planifikimin e pjesës së punës në thellësinë e zgjedhur, kështu që përdoret në objekte të mëdha prodhimi. Funksionon shkëlqyeshëm në kushtet e kantierit, ku druri sillet me përpunim parësor, dhe më pas planifikimi sipas madhësisë kryhet në kantier përpara instalimit në strukturë.
Bërja e një makinerie me duart tuaja
Për të filluar, ato përcaktohen me numrin e funksioneve të njësisë së ardhshme. Mund te jete:
- thjesht rrafshues me një operacion planifikues;
- një kombinim i një bashkuesi dhe një sharre rrethore që dyfishon dobinë e pajisjes;
- ata shtojnë një funksion bluarjeje, bluarjeje dhe shpimi, por për punëtorinë tuaj me duart tuaja, bërja e një grupi kompleks pajisjesh është një detyrë e vështirë.
Shpesh, mjeshtrit prodhojnë në mënyrë të pavarur një planer me një funksion sharrimi, ndërsa çift rrotullimi transmetohet nga një motor elektrik, ai përfshin elementë strukturorë:

Makinë elektrike makinë
 Puna e planerit dhe sharrës bazohet në funksionet rrotulluese, prandaj disku quhet zemra e njësisë. Një motor trefazor është i përshtatshëm si një motor elektrik, ndonjëherë instalimet elektrike në punëtori konvertohen për këtë. Njësitë trefazore me një tension prej 380 V karakterizohen nga fuqia e lartë dhe çift rrotullimi i përshtatshëm. Fuqia minimale e lejuar e motorit është 3 kW, shifra maksimale nuk është e kufizuar.
Puna e planerit dhe sharrës bazohet në funksionet rrotulluese, prandaj disku quhet zemra e njësisë. Një motor trefazor është i përshtatshëm si një motor elektrik, ndonjëherë instalimet elektrike në punëtori konvertohen për këtë. Njësitë trefazore me një tension prej 380 V karakterizohen nga fuqia e lartë dhe çift rrotullimi i përshtatshëm. Fuqia minimale e lejuar e motorit është 3 kW, shifra maksimale nuk është e kufizuar.
Transmetimi i rrotullimit nga motori në bosht kryhet me anë të një ngasjeje rripi. Rripat me dy fije në formë pykë funksionojnë mirë në kushte të tilla, ato janë të besueshme në funksionim. Motori elektrik është montuar me një tastierë brenda strukturës së kornizës së shtratit, metoda e instalimit ndihmon në rregullimin e tensionit të rripave. Një mënyrë tjetër është montimi me rrëshqitje - kjo lë mundësinë e rregullimit, por vetë motori është i fiksuar më fort.
Për të përshpejtuar rrotullimin e boshtit, përdoren dy rrotulla me diametra të ndryshëm. Sa më i madh të vendoset në motor elektrik, aq më i vogël vendoset në bosht. Për furnizimin me energji elektrike, zgjidhet një kabllo me katër bërthama; instalime elektrike të tilla zvogëlojnë rrezikun e punës.
Fazat kryesore të punës
Progresi i punës në prodhimin e një bashkuesi duket si ky:

Karakteristikat e funksionimit
Pajisjet e përpunimit të drurit, si çdo tjetër, kërkojnë kujdes dhe kujdes, respektim të rregullave të caktuara të punës:

Rregullat e funksionimit tregohen në video.
Përdorimi i përpunimit elektrik të drurit është efektiv në krahasim me planifikimin manual, bashkimin. Për të marrë boshllëqe me cilësi të lartë pa lëndime dhe aksidente, respektohen masat paraprake të sigurisë dhe rregullat e funksionimit të pajisjeve.
Një rrafshues druri është një nga llojet më të domosdoshme dhe në të njëjtën kohë më të përballueshme të pajisjeve të përdorura në industrinë e përpunimit të drurit dhe mobiljeve. Së pari, ai hyn në biznes menjëherë pas fazës së parë (harrimi i drurit në sharrë). Së dyti, çmimi për modelin më të thjeshtë fillon nga 10 mijë rubla. Së treti, qëllimi i zbatimit të tij është shumë i gjerë: nga përpunimi i një rreze të fuqishme deri te detajet e vogla të tavolinave, karrigeve dhe shkallëve të ardhshme të bëra prej druri të ngurtë.
Detyra kryesore e makinës është përgatitja përfundimtare e një bosh prej druri për përpunimin e saj të mëvonshëm me saktësi të lartë. Gjegjësisht, në mprehjen drejtvizore të pjesës së ardhshme përgjatë planeve ose skajeve. Gjithashtu, një bashkues përdoret kur këputen produktet në një kënd.

Specifikimet
Para se të blini një makinë, duhet t'i kushtoni vëmendje pikave të mëposhtme.
Në varësi të gjerësisë së tavolinës dhe pjesëve të punës që do të përpunohen, planerët ndahen në të lehta (gjerësia e frezimit 250 mm), të mesme (deri në 400 mm) dhe të rënda (630 mm).
Makinat ndahen edhe sipas gjatësisë së tabelave të rrafshimit: deri në 2500 mm dhe deri në 3000 mm. Prandaj, sa më e gjatë të jetë tabela, aq më i madh është rrafshi në të cilin do të planifikohet pjesa e punës. Dhe, për këtë arsye, cilësia dhe saktësia e produktit të ardhshëm është më e lartë.
Numri i thikave në boshtin e thikës është nga 3 në 4. Nëse më pak, atëherë nuk është më pajisje profesionale.
Shpejtësia e boshtit të thikës gjithashtu ndikon në pastërtinë e prerjes. Modelet nga 4700 deri në 5000 rpm janë paraqitur në tregun teknik. me një fuqi motori elektrik 5-5,5 kW. Kjo është frekuenca më e zakonshme. Përsëri, nëse kjo shifër është nën minimumin, atëherë një makinë e tillë nuk ka gjasa t'i përkasë kategorisë profesionale.
Tani për karakteristika të tjera po aq të rëndësishme. Gjerësia më e madhe e sipërfaqes së përpunuar është 630 dhe 260 mm, gjatësia më e vogël është 400 dhe 300 mm, trashësia minimale është 10 dhe 12 mm, diametri i boshtit të thikës (rrethi prerës) është 128 mm, dhe koka e prerësit vertikal. është 105 mm.
 Parimi i funksionimit
Parimi i funksionimit
Boshti, i pajisur me thika prerëse, është montuar në kornizën e planerit. Në këtë rast, pjesa e pasme e fiksuar e tavolinës ngjitet në nivelin e perimetrit të teheve të thikës. Pjesa e përparme vendoset në lartësi deri në trashësinë e shtresës së hequr të drurit.
Më tej, pjesa e punës që do të përpunohet ushqehet drejt boshtit rrotullues. Kjo mund të bëhet me dorë ose me ndihmën e ushqyesve automatikë. Kjo e fundit, nga rruga, siguron jo vetëm sigurinë e operatorit, por edhe shpejtësinë optimale të futjes së pjesës në bosht. Makineritë pajisen gjithashtu me mekanizma të tillë me kërkesë të klientit. Por ka modele me një furnizim të integruar të transportuesit.
Procesi në vetvete nuk është shumë i ndërlikuar. Tehet kalojnë përgjatë pjesës së poshtme dhe e bëjnë atë absolutisht të sheshtë. Dizajni i makinës në një kalim ju lejon të përpunoni vetëm një sipërfaqe (fytyrë ose brinjë). Vërtetë, ka instalime që mund të përpunojnë të dyja pjesët, por kjo do të diskutohet pak më vonë.
Konfigurimi i makinës
Para fillimit të punës, bashkuesi kërkon rregullim. Para së gjithash, kjo ka të bëjë me mprehjen e thikave dhe instalimin e tyre të saktë në boshtin e thikës.
Në punën e planerit, përdoren thika me një zgavër dhe një kënd mprehjeje prej 40 °. Mprehja kryhet vetëm në pajisje speciale për mprehje me thikë. Rrezja e lakimit të skajit të prerjes duhet të jetë jo më shumë se 6-8 mikronë. Drejtësia për 100 mm gjatësi të thikës - mos i kaloni 0,025 mm.
Para instalimit të thikat, tavolina e përparme dhe e pasme ulen në bosht. Pas instalimit, tehet mund të dalin përtej skajit të çipave me 1-2 mm, dhe nga boshti jo më shumë se 2 mm. Me anë të pajisjes së kontrollit rregullohet paralelizmi i thikave. Diferenca nuk duhet të kalojë 0,1 mm për një gjatësi prej 1000 mm. Për një cilësim më të saktë (0,01 mm), kërkohet një pajisje treguese.
Pas fazës së parë më të rëndësishme, vendosen tavolinat, vizori udhëzues dhe mekanizmat e ushqimit. Pastaj planeri fillon në modalitetin boshe dhe, nëse është e nevojshme, bëhen rregullime shtesë.
Llojet dhe shtrirja
Planerët janë dy llojesh: njëanësh (me një gisht) dhe të dyanshëm (me dy gisht). Më parë, folëm për faktin se zakonisht një bashkues përpunon vetëm një sipërfaqe për kalim. Pra, një makinë me dy anë mund të planifikojë njëkohësisht dy pjesë ngjitur (fytyra dhe skajet).
Makinat e njëanshme përdoren për bashkimin e pllakave, drurit dhe kanë një furnizim manual të pjesës së punës. Modelet dypalëshe, për shkak të aftësive të tyre, kryejnë operacione në përzgjedhjen e lagjeve, brazdave dhe fugave. Instalimet kanë një ushqyes automatik me rul me shpejtësi deri në 30 metra në minutë.
Në një makinë me një gisht, kur përpunohen pjesët e punës me gjatësi deri në 1.5 metra, një operator mund të punojë me një shpejtësi deri në 10 m / min. Dy bosht, kur punoni me pjesë me të njëjtën gjatësi, shërbehet tashmë nga dy punëtorë.
Makina bashkimi nga kompania Corvette
Makinë planifikuese Corvette-100
Fuqia 750 W
Tensioni 220 V
Numri i thikave 2 copë,
Specifikimet për planer Corvette 100

Makinë me rrip
Shpejtësia e boshtit të funksionimit, rpm 8000-16000
Diametri i boshtit të punës, mm 52
Gjerësia maksimale e pjesës së punës, mm 155
Madhësia e desktopit, mm 710x155
Pesha neto/bruto, kg 13/15
Madhësia e paketimit (LxWxH), mm 770x340x350
Planer Corvette 100 është projektuar për përpunimin paraprak dhe përfundimtar të sipërfaqeve të pjesëve të punës, me krijimin e një ose dy planeve referuese.
Karakteristikat e planerit Corvette 100:
Është i pajisur me një motor të fuqishëm kolektor me kontroll të shpejtësisë.
- Në boshtin e punës janë vendosur 2 thika.
-Transmetimi i rripit mbron motorin Corvette 100 nga mbingarkesa.
- Makina Corvette 100 ka dimensione dhe peshë të vogël.
Makinë planifikuese Corvette-101
Fuqia 1100 W
Tensioni 220 V
Numri i thikave 2 copë,
Gjerësia/thellësia maksimale e përpunimit 155/3 mm
Specifikimet për planer Corvette 101 
Konsumi i fuqisë së motorit, W 1100
Tensioni i furnizimit, V/Hz 220/50
Kolektor i tipit motor elektrik
Makinë me rrip
Shpejtësia e boshtit të funksionimit, rpm 10000
Numri i thikave në boshtin e punës, copë. 2
Diametri i boshtit të punës, mm 52
Maks. Gjerësia e pjesës së punës, mm 155
Maks. thellësia e planifikimit në një kalim, mm 3
Madhësia e desktopit, mm 730x160
Këndi i pjerrësisë së shiritit udhëzues, gradë 0 - 45
Mundësia e marrjes së kampionit një çerek -
Nxjerrja e integruar e pluhurit po
Diametri i grykës së kolektorit të pluhurit, mm 60
Pesha neto/bruto, kg 35/40,5
Madhësia e paketimit (LxWxH), mm 820x370x380
Planer Corvette 101 është projektuar për përpunimin paraprak dhe përfundimtar të sipërfaqeve të pjesëve të punës, me krijimin e një ose dy planeve bazë.
Karakteristikat e planerit Corvette 101:
E pajisur me një motor të fuqishëm kolektor.
- Në boshtin e punës të planerit Corvette 101 janë instaluar 2 thika.
-Turbinë e integruar për heqjen e çipave.
- Është e mundur të rregulloni këndin e shiritit udhëzues.
-Rrotullimet e larta të boshtit të punës mundësojnë arritjen e pastërtisë së lartë të përpunimit.
- Mbulesa mbrojtëse e mbushur me susta funksionon në kasafortën e makinës.
- Makina Corvette 101 ka dimensione të vogla.
Makinë planifikuese Corvette-104
Fuqia 750 W
Tensioni 220 V
Numri i thikave 3 copë,
Gjerësia/thellësia maksimale e përpunimit 152/2 mm
Specifikimet për planer Corvette 104 
Konsumi i fuqisë së motorit, W 750
Tensioni i furnizimit, V/Hz 220/50
Makinë me rrip
Diametri i boshtit të punës, mm 61
Maks. Gjerësia e pjesës së punës, mm 152
Maks. thellësia e planifikimit në një kalim, mm 3
Madhësia e desktopit, mm 1415x184
Nxjerrja e integruar e pluhurit
Diametri i grykës së kolektorit të pluhurit, mm 100
Pesha neto/bruto, kg
83/97 - kutia e parë;
30/33 - kutia e 2-të
Madhësia e paketimit (LxWxH), mm
1600x360x250 - kutia e parë;
Kutia e dytë 635x395x490
Planer Corvette 104 është projektuar për përpunimin paraprak dhe përfundimtar të sipërfaqeve të pjesëve të punës, me krijimin e një ose dy planeve referuese.
Karakteristikat e planerit Corvette 104:
Makina Corvette 104 është e pajisur me një motor të fuqishëm asinkron.
- Transmetimi i rripit mbron motorin nga mbingarkesat.
- Tavolinë pune prej gize.
-Aftësia për të mostrave të lagjeve.
- Është e mundur të rregulloni këndin e shiritit udhëzues.
- Mbulesa mbrojtëse e mbushur me susta funksionon në kasafortën e makinës.
-Corvette 104 është e pajisur me një grykë për lidhjen e një fshesë me korrent.
- Dizajni i makinës Corvette 104 ka ngurtësi të lartë dhe një masë mjaft të madhe, e cila eliminon dridhjet e makinës gjatë funksionimit dhe siguron stabilitet të përpunimit.
Makinë planifikuese Corvette-106
Fuqia 1500 W
Tensioni 220 V
Numri i thikave 3 copë,
Gjerësia/thellësia maksimale e përpunimit 200/3 mm
Specifikimet për planer Corvette 106 
Konsumi i fuqisë së motorit, W 1500
Tensioni i furnizimit, V/Hz 220/50
Lloji i motorit asinkron
Makinë me rrip
Shpejtësia e boshtit të funksionimit, rpm 4400
Numri i thikave në boshtin e punës, copë. 3
Diametri i boshtit të punës, mm 65
Gjerësia maksimale e pjesës së përpunuar të punës, mm 200
Thellësia maksimale e planifikimit në një kalim, mm 3
Madhësia e desktopit, mm 1340x230
Këndi i pjerrësisë së shiritit udhëzues, gradë ± 45
Opsioni i kampionimit tremujor po
Nxjerrja e integruar e pluhurit
Pesha neto/bruto, kg 132/150
Madhësia e paketimit (LxWxH), mm 1360x600x270
Planeri Korvet106 është projektuar për përpunimin paraprak dhe përfundimtar të sipërfaqeve të pjesës së punës, me krijimin e një ose dy planeve bazë.
Karakteristikat e planerit Corvette 106:
E pajisur me një motor të fuqishëm asinkron.
- Transmetimi i rripit mbron motorin e makinës Corvette 106 nga mbingarkesa.
- Në boshtin e punës janë vendosur 3 thika.
- Tavolinë pune prej gize.
-Rregullimi i pavarur i lartësisë së tavolinave të punës pritëse dhe futëse lejon lidhjen jo-përmes.
-Corvette 106 ka aftësinë për të mostrave të katërta.
- Është e mundur të rregulloni këndin e shiritit udhëzues.
- Mbulesa mbrojtëse e mbushur me susta funksionon në kasafortën e makinës.
- Njësia e kontrollit elektrik, e cila është nxjerrë lart, funksionon i përshtatshëm dhe i sigurt.
- Dizajni i makinës Corvette 106 ka ngurtësi të lartë dhe një masë mjaft të madhe, e cila eliminon dridhjet e makinës gjatë funksionimit dhe siguron stabilitet të përpunimit.
Si të zgjidhni një mprehës për thikat e bashkimit dhe si ta përdorni atë në mënyrë efektive?
Dedikuar pronarëve të planerëve, fugave dhe planerëve elektrikë.....
Secili pronar i planerëve, planerëve dhe planerëve elektrike u përball me nevojën për të mprehur thikat për pajisjet e tyre. Duke pasur për mprehje thika planer, nuk do të jetë e vështirë për ju ta bëni këtë. Do të jetë gjithashtu e vërtetë t'i drejtoheni një punishteje mprehjeje ku thikat tuaja do të jenë të shpejta.
A është e mundur të mprehen thikat e rrafshimit dhe rrahjes në shtëpi? Ndoshta. Dhe mund t'i mprehni në një mulli. Po, në mulli. Por vetëm për këtë ju nevojitet një mulli modern me shpejtësi të ulët (ose më mirë, edhe një makinë bluarëse) me ftohje uji. Opsioni më i mirë është përdorimi i Tormek T7. Natyrisht, thika të tilla nuk mprehen me dorë. Për t'i mprehur ato, ne përdorim një mjet të veçantë SVH 320 për Tormek. 
Për mprehjen me cilësi të lartë të thikave të rrafshimit, kërkohet një gur bluarjeje i sheshtë dhe jo i yndyrshëm. Rreshtoni gurin mprehës SG 250 duke përdorur mjetin ]]> nivelues dhe drejtues për gurin mprehës TT-50 që vjen me Tormek T7. Pas veshjes, lëmojmë gurin mprehës me gurin e pastrimit dhe nivelimit të gurit mprehës SP-650.
Pasi të kemi përgatitur gurin bluar, le të fillojmë të mprehim thikat e rrafshimit. Ne heqim ndalesën universale dhe instalojmë një ndalesë speciale që vjen me kompletin SVH 320. Ne vidhosim në të një vidë që rregullon këndin e prirjes së thikës që do të mprehet në lidhje me gurin bluar. Me këtë vidë, ne do të jemi në gjendje të vendosim këndin e kërkuar të mprehjes në të ardhmen.
Marrim mbajtësin e tehut të furnizuar me SVH 320 dhe vendosim thikën tonë të rrafshimit në të. Tormek rekomandon mprehjen e teheve dhe thikave me gjerësi të paktën 13 mm. Gjatësia e thikës nuk është aq e rëndësishme, sepse. është e mundur të riorganizoni thikën e gjatë në mbajtëse. Megjithatë, kjo mund të argumentohet, sepse. Kam dyshime për komoditetin dhe cilësinë e mprehjes së thikave të gjata me rirregullim.
 Është shumë e rëndësishme të instaloni saktë thikën në mbajtëse, sepse. përndryshe do të mprehet me një devijim. Gjatë instalimit të thikës në mbajtëse, ne e mbështesim pjesën e pasme të thikës kundër ndalesës dhe e shtrëngojmë atë me vidhat e mbajtëses.
Është shumë e rëndësishme të instaloni saktë thikën në mbajtëse, sepse. përndryshe do të mprehet me një devijim. Gjatë instalimit të thikës në mbajtëse, ne e mbështesim pjesën e pasme të thikës kundër ndalesës dhe e shtrëngojmë atë me vidhat e mbajtëses.
Për vendosjen dhe kontrollin e saktë të këndit të mprehjes së vendosur me një shënues, lyeni mbi zgavrën e mprehur të thikës. Tani, nga natyra e shenjave të gurit mprehës në tehun e pikturuar, ne mund të vlerësojmë këndin e prirjes dhe ta korrigjojmë atë në përmasat e kërkuara.
Ne instalojmë mbajtësin me thikë në ndalesën e fiksuar në Tormek. Uleni mbajtësen me thikë me vidhat rregulluese të ndalesës derisa të prekë gurin bluar. Me vidën rregulluese për vendosjen e këndit vendosim këndin e thikës në raport me gurin.
Duke e rrotulluar me dorë gurin mprehës, për nga natyra e shenjave në tehun e pikturuar, ne përcaktojmë nëse është e nevojshme të rregulloni këndin e prirjes së mbajtësit me thikë. Ne bëjmë rregullime nëse është e nevojshme.
Pra, duke vendosur këndin e kërkuar, ne vazhdojmë drejtpërdrejt në mprehje. Për një heqje fikse të metalit nga një thikë që mprehet, ka dy rrëshqitës në ndalesë me një ndarje të shkallës prej 0,1 mm. Supozohet se mprehësi mund të rregullojë sasinë e heqjes në përmasa të sakta.
Sigurohuni që të rregulloni mirë gardhin pas çdo futjeje me dy vida shtrënguese në mënyrë që të mos ketë lëkundje të gardhit gjatë mprehjes.
Mprehja e thikës kryhet duke lëvizur mbajtësin me thikë në të djathtë në të majtë në krahasim me gurin bluar. Nuk lejohet që thika të mprehet për të shkuar përtej skajit të gurit bluar. Rekomandohet të ndaloni mbajtësin 12 mm përpara skajit të rrethit. Për të eliminuar gabimet, sigurohen ndalesa që mund të zhvendosen dhe të vendosin goditjen e kërkuar të mbajtësit.
Duhet të theksohet se gjatë mprehjes së një thike rrahëse, uji grumbullohet dhe shpërndahet në tehun e thikës nga guri bluar, gjë që çon në rrjedhjen e ujit në trupin e makinës mprehëse dhe në dysheme. Dhe ka shumë nga ky ujë. Prandaj, është e nevojshme që rregullisht të shtoni ujë në rezervuarin e ujit Tormek. Për të reduktuar derdhjen e ujit në trup, rekomandohet të vendosni një jastëk 6 mm të lartë nën këmbën e djathtë të makinës (nën rrotën e lëkurës honuese). Sidoqoftë, kjo masë nuk eliminon plotësisht hyrjen e ujit në trupin e Tormek T7. Sidoqoftë, Tormek T7 ka mbrojtje të mirë dhe nuk ka frikë nga banja të tilla uji.
Ana tjetër e thikës së planerit ishte se guri SG 250 ishte vazhdimisht i yndyrshëm, gjë që uli efikasitetin e mprehjes dhe rriti kohën e mprehjes. Më duhej ta pastroja rregullisht me një gur pastrimi dhe nivelimi të gurit mprehës SP-650. Sigurisht, nga çfarë materiali është bërë thika ka një rëndësi të madhe. Në rastin tonë, një thikë prej çeliku HSS ishte mprehur dhe ky gur duhej të modifikohej vazhdimisht. Kur mprehni thikat e bëra nga vegla (çeliku më i butë), ka një heqje më intensive të shkumës dhe mprehja është më e shpejtë. Për mprehjen e thikave HSS, rekomandohet përdorimi i një guri tjetër SB 250.
Pra, pas 20 minutash mprehje, kemi një pjerrësi të barabartë, të lëmuar dhe të bukur të thikës me një gërshërë të qëndrueshme, të njëtrajtshme në skajin e prerjes.
Thika ka nevojë për përfundim. Ne e përfundojmë thikën e rrafshimit në një rrotë lëkure Tormek T7 duke përdorur pastën e mbarimit dhe lustrimit PA-70.
Fillimisht sjellim rrafshin e punës së thikës, më pas zgavrën e saj. Sigurohemi që në skajin prerës të thikës të mos ketë gërvishtje. Pasi të hiqet gryka, thika mprehet dhe është gati për të shkuar.
Pas mprehjes, kontrolluam gjeometrinë e thikës. Thika kishte një paralelizëm të rreptë të tehut prerës dhe të shpinës. Edhe përkundër këndit mjaft të madh të mprehjes, thika e mprehur nga ne preu në mënyrë të përsosur një fletë letre.
Le të përmbledhim:
1. Për të mprehur thikat rrafshuese, nuk keni nevojë të keni makineri komplekse dhe të shtrenjta. Mjafton të keni një Tormek T7 dhe një mjet special SVH 320
2. Pas mprehjes në Tormek T7, ju merrni një thikë planere të mprehur me cilësi të lartë me të njëjtën gjeometri.
Mangësitë e identifikuara:
1. Në hyrje të mprehjes nga thika që mprehet, uji derdhet me bollëk në tavolinën e punës dhe trupin e makinës, gjë që shkakton njëfarë shqetësimi. Edhe duke iu drejtuar trukeve të caktuara, nuk është e mundur të heqësh qafe plotësisht këtë shqetësim.
2. Guri mprehës SG 250 lyhet rregullisht me vaj dhe duhet pastruar dhe niveluar me gurin mprehës SP-650. Ekziston një supozim se nëse përdorni një gur SB 250, kjo telashe do të eliminohet.
http://www.equipnet.ru/articles/tech/tech_1354.html ]]>
]]> http://cooltool.com.ua/catalog/goods/376_Stanok_strogalnyy_Korvet100_art... ]]>
]]> http://cooltool.com.ua/catalog/goods/379_Stanok_strogalnyy_Korvet104_art... ]]>
]]> http://www.grinding.ru/?lev0=907&lev1=115 ]]>
Bashkuesit
TE kategoria:
Makineri për përpunimin e drurit
Bashkuesit
Dizajn
Në makinat e bashkimit të njëanshëm, një nga rrafshet e pjesës së punës (zakonisht një fytyrë) është rreshtuar ose në mënyrë sekuenciale, në dy tranzicione, dy plane të pjesës së punës. Trupi i punës është një bosht thike horizontale, mbi të cilën janë instaluar dy, më rrallë katër këmbë. Makineritë janë të dizajnuara për përpunimin e boshllëqeve dhe paneleve deri në 600 mm të gjera.
Skema e një planer njëanësh është paraqitur në fig. 130 Shtrati i makinës është i derdhur, i tipit kuti. Makina ka një tavolinë përpara dhe të pasme, një linjë udhëzuese. Vizitori udhëzues është i derdhur, me suport të punuar mirë dhe plane vertikale, montohen në makinë me kllapa.
Një bosht thike është instaluar horizontalisht në kornizë në kushinetat e topit. Boshti mbyllet nga një mbrojtës në formë ventilatori i varur në makinë. Falë sustës spirale, mbrojtësi shtypet kundër shiritit udhëzues, duke mbuluar plotësisht boshtin e thikës.
Çdo tavolinë është montuar në dy rula të çuditshëm të fiksuar në mënyrë të lëvizshme në një rrëshqitje të veçantë për secilën tryezë. Rrëshqitjet janë të lidhura me bulona në kornizë. Rolet e çuditshme ju lejojnë të lëvizni tavolinat në lartësi, sajë për t'i afruar ose më larg boshtit të thikës.

Oriz. 1. Diagrami skematik i një planeri të njëanshëm: 1 - tavolinë e pasme, 2, 15 - rula ekscentrikë, 3 - shtytje. 4 - kllapa, 6 - arrë, 6 - bosht thike, 7 - mbrojtëse e ventilatorit, 8 - kllapa për fiksimin e sundimtarit udhëzues, 9, 11 - vida, 10 - shirit, 12 - vizore udhëzuese, 13 - tavolinë e përparme, 14 - mekanizëm doreza për ngritjen dhe uljen e tavolinës së përparme, 16 - rrëshqitje, 17 - vendndodhja e instalimit të stacionit të butonave, 18 - levat e frenave të dorës, 19 - bllokimi i boshtit të thikës, 20 - korniza, 21 - motori elektrik, 22 - mbulesa e frenave të dorës
Pozicioni horizontal i tavolinave gjatë ngritjes dhe uljes ruhet për shkak të lidhjes dyshe të rrotullave ekscentrikë në shufra-vida 3. Uleni dhe ngrini tavolinën e përparme duke lëvizur dorezën në rrafshin e sektorit me ndarje; pozicioni i tavolinës së pasme në lartësi rregullohet duke ndryshuar pozicionin e shufrës së vidës me arra.
Pajisjet fillestare të makinës elektrike janë montuar në kornizë. Për mprehjen dhe rrafshimin e thikave direkt në boshtin e thikës, mund të sigurohet një pajisje e veçantë.
Makinat e bashkimit të dyanshëm kanë një trup të dytë pune - një bosht vertikal, i cili ju lejon të përpunoni njëkohësisht dy sipërfaqe të pjesëve të punës (fytyra dhe skaji) mbi to me formimin e një këndi të drejtë midis tyre.
Përveç kësaj, ato ndryshojnë nga planerët e njëanshëm nga prania e një shiriti udhëzues të përbërë. Makinat janë të pajisura me ushqyes automatikë, në varësi të modelit të të cilave, për një ndryshim në lartësi, rregulloni rrotën e dorës.

Oriz. 2. Planer me dy anë S2F4-1: 1 - krevat, 2 - tavolinë e pasme, 3 - rrota dore e mekanizmit për ngritjen dhe uljen e ashensorit të makinës, 4 - ushqyes automatik, 5 - sundimtar udhëzues, 6 - tavolinë përpara, 7 - doreza e mekanizmit për vendosjen e tavolinës në lartësi, 8 - paneli i kontrollit

Oriz. 3. Skema e boshtit vertikal dhe vizores udhëzuese të përbërë të bashkuesit të dyanshëm: 1 - pjesë fikse e vizores, 2 - vidë fiksuese, 3 - kllapa, 4 - raft, 5 - transmision me rrip V, 6 - elektrik motor, 7 - vidë për tensionin e rripit, 8 - pllakë për fiksimin e motorit elektrik, 9 - dorezë për montimin e kllapave, 10 - ekscentrike për instalimin e pjesës së lëvizshme të vizores, 11 - pjesë e lëvizshme e vizores, 12 - kokë prerëse , 13 - gisht
Kur ndryshoni mjetin prerës, ushqyesi automatik tërhiqet anash. Për të frenuar boshtin e thikës, sigurohet një frenim elektromekanik, i ndërlidhur me butonin "Stop" të makinës.
Boshti (Fig. 3) është i fiksuar me një kllapa në një mbështetëse të fiksuar. Motori elektrik është i lidhur me boshtin përmes një transmetimi me rrip V. Boshti rrotullohet me një frekuencë deri në 7000 rpm, diametri i rrethit të prerjes është 104 mm. Ka një kokë prerëse në bosht. Vizitori udhëzues është i përbërë: pjesa kryesore e tij është e fiksuar, pjesa e lëvizshme lëvizet në një plan horizontal duke e kthyer eksentrikun. Kur ekscentriku rrotullohet plotësisht, pjesa e lëvizshme e sundimtarit lëviz në lidhje me pjesën fikse me 2 mm.
Zgjedhja e mënyrës së funksionimit
Para së gjithash, është e nevojshme të përcaktohet trashësia e shtresës së hequr të drurit, dhe nëse makina është e pajisur me një ushqyes automatik, atëherë shkalla e ushqimit.
Trashësia e shtresës së hequr varet nga shtrembërimi i pjesëve të punës, madhësia e së cilës përcaktohet nga përpunimi provë i 3-5 pjesëve të punës.
Nëse pjesët e punës të përpunuara kanë vende të paplanifikuara, tavolina e përparme ulet me sasinë e dëshiruar. Me një vlerë deformimi prej më shumë se 2-3 mm, bashkimi kryhet në dy kalime.

Oriz. 14. Sipërfaqja e përpunuar me frezim: a - pamje e përgjithshme, b - sipërfaqja me trajektoren e skajit prerës të prerësit.
Duke ditur sasinë e ushqimit për thikë, rrezen e prerjes, numrin e thikave dhe frekuencën e rrotullimit të boshtit të thikës, është e mundur të llogaritet vlera numerike e madhësisë së parregullsive dhe kështu klasa e vrazhdësisë së përpunimit dhe anasjelltas. , përcaktoni shkallën e lejueshme të furnizimit nga një klasë e caktuar e vrazhdësisë së sipërfaqes.
Konfigurimi i makinës
Rregullimi i planerëve të njëanshëm konsiston në vendosjen e tavolinave të pasme dhe të përparme në lartësi, si dhe në vijën udhëzuese.
Sipërfaqja e punës e tryezës së pasme duhet të përkojë me tangjentën horizontale me sipërfaqen e prerjes cilindrike ose të jetë 0,02-0,03 mm më e ulët se ajo. Në këtë pozicion, parregullsitë kinematike nuk qëndrojnë kundër sfungjerit të tavolinës. Për ta vendosur tavolinën në pozicionin e dëshiruar, merrni një bllok druri të përpunuar siç duhet, vendoseni fort mbi tavolinë dhe rrotulloni boshtin e prerësit me dorë. Nëse në të njëjtën kohë thikat prekin lehtë shiritin, atëherë tavolina është vendosur saktë, shiriti shtrihet në thikë - tavolina duhet të ngrihet. Ngrini tryezën duke lëvizur arrën me një çelës përgjatë vidës së shufrës që lidh rrotullat e çuditshëm të tryezës së pasme. Rregulloni tavolinën e pasme pas çdo ndërrimi të thikave dhe ribllokimit dhe planifikimit të tyre direkt në bosht.
Pozicioni i tavolinës së përparme në raport me tavolinën e pasme varet nga trashësia e shtresës së hequr të drurit, e cila nuk duhet të kalojë 2 mm. Përcaktohet nga distanca nga rrafshi i punës i tryezës së përparme në tangjentën horizontale në rrethin cilindrik të prerjes. Tabela zhvendoset në lartësi me një dorezë, duke e vendosur atë kundër ndarjes përkatëse të shënuar në sektor. Dizajni i mekanizmit të lëvizjes së tavolinës ju lejon të ngrini dhe ulni shpejt tryezën duke lëvizur dorezën, e cila përdoret për bluarjen gjatësore të pjesëve të deformuara të punës.
Pasi të keni rregulluar tavolinat në lartësi, kontrolloni distancën midis nofullave të tavolinave dhe skajeve prerëse të thikave. Duhet të jetë brenda 2-3 mm. Matni atë me një pjatë të kalibruar të trashësisë së duhur. Pjata duhet të hyjë lehtësisht, por pa lojë, në hendekun midis sfungjerit dhe tehut të thikës. Në një distancë prej më shumë se 3 mm, grisjet merren në pjesën e punës, më pak se 2 mm - buza e prerjes së thikës është e thërrmuar. Rregulloni hendekun duke e kthyer boshtin derisa thika të jetë kundër nofullës. Me zhvidhosjen e vidave, rrëshqitja me rula të çuditshëm zhvendoset derisa të fitohet një boshllëk prej 2-3 mm në të gjithë gjatësinë e boshtit të thikës.Pas kësaj, rrëshqitja fiksohet mirë.
Kur planifikohen boshllëqe në katror, distanca midis vizores udhëzuese dhe skajit të majtë të boshtit të thikës duhet të jetë pak më e madhe se gjerësia e pjesës së punës që përpunohet. Ndërsa thikat bëhen të shurdhër, vizori zhvendoset gradualisht djathtas për të siguruar që pjesët jo të hapura të thikave të marrin pjesë në punë. Në të gjithë tavolinën, vizori udhëzues lëvizet nga një mekanizëm i raftit dhe shtyllës që drejtohet nga një rrotë dore. Për bluarjen gjatësore të skajit të pjesës në një kënd me fytyrën (zakonisht 90 °), sundimtari udhëzues vendoset duke përdorur një katror metalik ose (në një kënd tjetër nga ai i drejtë) një shabllon të përshtatshëm. Për ta bërë këtë, sheshi i kontrollit (shaboni) është instaluar në tryezën e pasme të makinës. Hendeku midis fllanxhës së katrorit të shabllonit dhe sipërfaqes së vizores udhëzuese nuk duhet të kalojë 0,05 mm mbi një gjatësi prej 1001 mm. Linja udhëzuese, e vendosur në një kënd të caktuar, është e fiksuar me një vidë.
Kur vendosni planerët e dyanshëm, tavolinat dhe pjesa e palëvizshme e shiritit udhëzues (mbi tavolinën e pasme) rregullohen në të njëjtën mënyrë si në planerët e njëanshëm. Rrafshi i pjesës së lëvizshme të vizores udhëzuese (mbi tryezën e përparme) duhet të ndahet nga rrafshi i pjesës së fiksuar të vizores udhëzuese me trashësinë e shtresës së drurit të hequr nga buza e pjesës së punës. Vendoset në pozicionin e dëshiruar duke rrotulluar dorezën ekscentrike, e cila lëviz përgjatë hkobës, e cila ka formën e një gjysmërrethi.
Nëse doreza është në mes të gjysmërrethit, a do të marrë vizore një pozicion në të cilin trashësia e shtresës së prerë të drurit do të jetë 1 mm? nëse doreza është në 1/4 e një gjysmërrethi - 0,5 mm, etj. Tangjentja me sipërfaqen e prerjes cilindrike të thikës së kokës të montuar në një bosht vertikal duhet të përkojë me rrafshin e pjesës së palëvizshme të vizores udhëzuese ose të jetë 0.01-0 larg tij .02 mm. Për të instaluar kokën, një shufër me rrafshe të rreshtuar shtypet në pjesën e palëvizshme të vizores dhe kllapa që mban kokën rrotullohet derisa koka e prerësit të marrë një pozicion në të cilin skajet prerëse të thikës do të prekin lehtë shiritin. Në këtë pozicion, koka fiksohet duke shtrënguar vidën e kyçjes së kllapës.
Të dy ushqyesit automatikë dhe furnizuesit transportues janë vendosur për të ushqyer pjesët e punës me një trashësi të caktuar. Pjesët e punës duhet të ushqehen pa "rrëshqitje" dhe me një presion të lehtë mbi to nga rrotullat, zinxhirët ose kthetrat e ngarkuara me susta.
Furnizimi i pjesëve të punës varet gjithashtu nga vendndodhja e ushqyesve automatikë. Kur përpunoni shtresat, është më mirë të instaloni ushqyesin automatik pas boshtit të thikës (në një distancë prej 30-40 mm prej tij), kur përpunoni pjesë të trasha të punës, organet e ushqimit mund të vendosen sipër tryezës së përparme. Ushqyesi automatik është instaluar në një kënd të lehtë ndaj shiritit udhëzues, i cili siguron që pjesa e punës të shtypet kundër saj.
Ushqyesit automatikë përdoren gjithashtu në makinat me planer të njëanshëm. Për planifikimin e skajeve të pjesëve të punës, ato instalohen paralelisht me vizoren udhëzuese; në këtë pozicion, furnizuesi automatik e shtyp pjesën e punës në sundimtarin udhëzues dhe tryezën e makinës.
Cilësimi kontrollohet nga bashkimi provë. Devijimi nga rrafshi nuk duhet të kalojë 0,15 mm në një gjatësi prej 1000 mm dhe nga pinguliteti - 0,1 mm mbi një gjatësi prej 100 mm.
Puna në makina
Një punëtor punon në një planer me një anë, dy në një planer me dy anë. Operatori i makinës merr një pjesë të punës nga pirgu, e inspekton dhe e vendos me një sipërfaqe konkave poshtë në tavolinën e përparme. Shtypja e pjesës së punës me të dy duart në vizoren udhëzuese, e fut atë në thika. Në të ardhmen, kur lëviz pjesën e punës me dorën e majtë, ai shtyp pjesën e përpunuar të pjesës së punës në rrafshin e tryezës së pasme. Pas kalimit tjetër, operatori i makinës përsëri inspekton pjesën e punës dhe ose e grumbullon atë, ose, në rastin e një borie të vështirë, e dërgon përsëri në makinë. Pjesët e punës me një sipërfaqe të deformuar fort nuk duhet të planifikohen, pasi patate të skuqura duhet të hiqen në disa kalime dhe trashësia e pjesëve të punës si rezultat i një përpunimi të tillë zvogëlohet në madhësinë në të cilën ato transferohen në martesë.

Oriz. 5. Pajisja për futjen e pjesëve të shkurtra të punës në mjetin prerës: 1 - pjesë e punës, 2 - shtytëse
Nëse pjesa duhet të përafrohet me dy sipërfaqe pingule reciproke, atëherë në fillim ata rreshtojnë atë më të gjerë (për shembull, fytyrën), dhe më pas pjesa e punës shtypet me këtë sipërfaqe në sundimtarin udhëzues dhe sipërfaqja e dytë (skaji) është të bluar. Në një planer me dy anë, ky operacion kryhet me një kalim.
Në një rrafshues, nuk mund të bluash në madhësi në trashësi ose të marrësh pjesë pune me plane paralele. Kjo bëhet në makineritë e tjera, si matësit e trashësisë.Gjatësia optimale e pjesëve të përpunuara në makineritë e rrafshimit është 1-1,5 m; pjesët më të shkurtra të punës duhet të bluhen duke përdorur një mjet të posaçëm (fig. 5); Planifikimi më i gjatë është i papërshtatshëm dhe i vështirë për shkak të masës së madhe.
Nëse sipërfaqja e përpunuar do të ketë lakim ose krahë, është e nevojshme të përafroni pozicionin e tavolinave në lidhje me boshtin e thikës. Kur "rrahni" pjesën e punës me thika, shfaqjen e myshkut dhe zjarrvënieve në sipërfaqen e trajtuar, thikat duhet të mprehen; nëse dy aeroplanë ngjitur nuk janë në kënde të drejta, duhet të rregulloni sundimtarin udhëzues.
Pjesët e punës më të shkurtra se 400 mm, 50 mm dhe më të holla se 30 mm, kur ushqehen me dorë, mund të drejtohen te mjeti prerës vetëm me shtytës, dhe pjesët e lakuara të punës - me shabllone. Ndalohet kryerja e bluarjes gjatësore të formësuar dhe e çarkimit në fuga.
Ndërtimi i makinerive. Makinat e bashkimit dallohen nga gjerësia më e madhe e pjesës së punës që përpunohet: 250 mm (SFZ-Z, SFAZ-1, S2FZ-E), 400 mm (SF4-1, SFA4-1, S2F4-1) dhe 630 mm (SF6 -1, SFC6- 1).
Sipas numrit të mekanizmave të prerjes, ekzistojnë makina të njëanshme dhe të dyanshme. Në makinat me dy anë (S2FZ-E, S2F4-1), dy sipërfaqe të pjesës së punës bluhen njëkohësisht: fytyra dhe skaji.
Sipas llojit të ushqimit të materialit të përpunuar, dallohen rrafshuesit me ushqim manual dhe të mekanizuar. Ushqimi i mekanizuar kryhet nga ushqyes automatikë të bashkangjitur (SFAZ-1, SFA4-1) ose një mekanizëm ushqimor transportues i integruar në makinë (SFK6-1).
Për të mbledhur dhe hequr patate të skuqura dhe pluhur, makinat janë të pajisura me marrës të çipave të lidhur me rrjetin e shkarkimit të fabrikës.
Planeri me një gisht SF6 është paraqitur në fig. 1. Një bosht prerës, tavolina përpara dhe mbrapa dhe një gardh udhëzues janë montuar në një shtrat në formë kutie. Boshti i thikës është montuar në kushinetat e topit dhe drejtohet nga një motor elektrik përmes një transmetimi me rrip V. Motori elektrik ndodhet në pllakën nën motor brenda kornizës. Për një ndalim të shpejtë të boshtit të thikës ekziston një frenim që vepron nga një elektromagnet.

Oriz. 1. Planer me një gisht SF6: 1 - krevat, 2,8 - tavolina, 3 - gardh, 4 - vizore udhëzuese, 5 - bosht thike, 6 - kapëse, fiksime vizore udhëzuese, 7 - kllapa, 9 - shkallë, 10 - dorezë për rregullimi i lartësisë së tavolinës
Për të ndryshuar trashësinë e shtresës që do të hiqet, tavolina e përparme mund të zhvendoset në lartësi në krahasim me boshtin e thikës. Tabela e pasme është projektuar për bazament të saktë të sipërfaqes së përpunuar të pjesës. Bëhet i parregulluar, d.m.th. ngjitur fort në kornizë, ose i rregullueshëm në lartësi. Prania e mekanizmit të rregullimit e bën më të lehtë vendosjen e makinës. Vizitori udhëzues është projektuar për pozicionimin e saktë anësor të pjesës së punës. Është bërë në formën e një pllake të ngushtë dhe të montuar në një kllapa. Mund të anohet në sipërfaqen e punës të tavolinës dhe të zhvendoset përgjatë gjerësisë së makinës. Zona e punës e boshtit të thikës mbyllet nga një mbrojtës tifoz.
Planer me dy anë me boshte horizontale dhe vertikale S2FZ-2 është projektuar për bluarje të njëkohshme të faqes dhe skajit të pjesës së punës. Ndryshe nga një planer i njëanshëm, ai është i pajisur gjithashtu me një kokë lidhëse vertikale të skajit, linja udhëzuese të përparme dhe të pasme. Vizitori i përparmë mund të rregullohet në lidhje me kokën për trashësinë e shtresës që do të hiqet. Koka e lidhjes së skajit drejtohet nga një motor elektrik individual i montuar në një kllapa në pjesën e pasme të shtratit. Materiali i përpunuar lëviz rrotulluesit rrotullues të një ushqyesi automatik.
Planeri me transportues të integruar SFC6-1 ka një mekanizëm të furnizimit me transportues. Bëhet në formën e një zinxhiri të pafund, të vendosur mbi rrota, njëra prej të cilave është me makinë. Dorezat metalike me majë të ngarkuar me pranverë janë ngjitur në lidhjet e zinxhirit për një kapje të sigurt në pjesën e punës. Mekanizmi i ushqimit është montuar në dy rafte dhe mund të zhvendoset në lartësi nga një motor elektrik i veçantë përmes një vidhe dhe ingranazhi me krimba.
Vendosja e makinave. Rregullimi përfshin instalimin e thikave në boshtin e thikës, rregullimin e pozicionit të tavolinave, vijës udhëzuese dhe mekanizmit të ushqimit. Thikat e përgatitura siç duhet duhet të instalohen në shiritin prerës. Ato duhet të jenë të mprehura, të balancuara dhe të balancuara. Para se të instaloni thikat në boshtin e thikës, duhet:
fikni çelësin e hyrjes; kthejeni ushqyesin automatik në pozicionin e papunë ose ngrini mbështetjen e mekanizmit të furnizimit të transportuesit; lëvizni sundimtarin udhëzues në pozicionin ekstrem të djathtë; ulni tryezën e përparme në pozicionin ekstrem; rregulloni boshtin e thikës me një pajisje mbyllëse; lironi vidhat e fiksimit të tehut dhe hiqni tehet e shurdhër; pastroni brazda në trup dhe pykat nga patate të skuqura, pluhuri dhe rrëshira; instaloni thika të përgatitura.
Thika është instaluar në boshtin e thikës në mënyrë që buza e saj prerëse të zgjasë përtej skajit të pykës së presionit (ndërprerësit të çipave) me 1.5 ... 2 mm me trashësi të shtresës së prerë (çipit) më shumë se 0.2 mm dhe 0.5 ... 0.2 mm. Jo paralelizmi i skajit prerës të thikës së instaluar të sipërfaqes së punës të tryezës së pasme duhet të jetë jo më shumë se 0,1 mm mbi një gjatësi prej 1000 mm.
Për të arritur saktësinë e kërkuar të instalimit, përdoren pajisjet e kontrollit dhe instalimit (Fig. 2). Saktësia e instalimit kontrollohet nga një vizore ose një shufër druri me një seksion 30 X 50 mm dhe një gjatësi prej 400 mm. Shiriti vendoset në tavolinën e pasme të makinës deri në fund të boshtit të thikës (Fig. 2, a). Boshti kthehet me dorë dhe, pasi të keni liruar vidhat e fiksimit, ndryshoni pozicionin e thikës në mënyrë që buza e prerjes të prekë shiritin. Vidha e fiksimit më afër shiritit është shtrënguar pak. Duke ribazuar shiritin, rreshtoni pozicionin e skajit tjetër të thikës. Pozicioni i thikës është rregulluar në mënyrë që buza e saj përgjatë gjithë gjatësisë të vendoset në mënyrë të barabartë në lidhje me shiritin. Rregullohen gjithashtu thikat e mëposhtme. Thikat e rregulluara përfundimisht fiksohen me vida. Hendeku midis thikave dhe nofullave të trupit nuk lejohet. Cilësia e instalimit të thikës kontrollohet nga forca e rrotullimit të boshtit të thikës me dorë dhe nga zhurma që shfaqet kur thika bie në kontakt me sipërfaqen e punës të shabllonit.
Në disa raste, për të arritur saktësinë e instalimit, përdoret një shabllon, i bërë në formën e një kllapa në formë C (Fig. 79.6). Kllapa është e pajisur me mbështetëse bazë, me të cilat është instaluar në trupin e boshtit të thikës. Shablloni është i parakonfiguruar. Duke përdorur një vidë, rregulloni ndalesën e bazës për të siguruar zgjatjen optimale të thikës në lidhje me trupin. Gjatë konfigurimit, tehu i prerjes së secilës thikë vihet në kontakt me ndalesën e bazës. Duke lëvizur kllapa përgjatë boshtit të thikës, thikat janë paralele me trupin e boshtit.
Pajisja me një tregues (Fig. 2, c) ka një trup me pllaka saktësisht të tokëzuara, në të cilat është fiksuar një tregues numri. Pajisja është instaluar në tavolinën e pasme në mënyrë që ndalesa të prekë skajin prerës të thikës. Pozicioni i thikës në trup rregullohet duke përdorur shkallën e treguesit. Pajisja ju lejon të instaloni thika në të njëjtin rreth prerës me një gabim deri në 0,02 mm duke siguruar paralelizëm dhe shtrirjen e nevojshme të thikave në lidhje me sipërfaqen e punës të tryezës së pasme.
Pas shtrëngimit përfundimtar të bulonave ndarës, tehet mund të lëvizin. Prandaj, duhet të kontrolloni edhe një herë korrektësinë e instalimit të tyre, të rrotulloni boshtin në mënyrë të papunë dhe të siguroheni që thikat të jenë të lidhura mirë.
Tabela e pasme është vendosur në mënyrë që sipërfaqja e saj e punës të jetë tangjente me rrethin e përshkruar nga skajet e prerjes së thikave, ose 0,02 ... 0,03 mm poshtë saj (Fig. 3, a). Nëse përdoret një shabllon i verifikuar (vizor kontrolli) gjatë vendosjes së boshtit të thikës, atëherë thikat do të instalohen në mënyrë tangjenciale. Nëse gjatë rregullimit përdoret një pajisje kontrolli dhe instalimi, duke e bazuar atë në sipërfaqen cilindrike të strehës së boshtit të thikës, është e nevojshme të rregulloni pozicionin e tavolinës së pasme në lartësi. Tabela rregullohet duke rrotulluar rrotullat e çuditshëm përmes shufrës-vidave 2 me arrë 3, dhe saktësia e instalimit kontrollohet nga një shabllon ose pajisje treguese e verifikuar.

Oriz. 2. Shtrirja e thikave në boshtin e thikës së bashkuesit: a - me një vizore kontrolli ose një bllok druri, b - me një shabllon, c - me një pajisje me një tregues; 1 - shufër, 2 - tavolinë, 3 - bosht thike, 4 - ndalesë, 5 - kllapa, 6 - arrë kyçëse, 7 - vidë, 8 - strehim, 9 - tregues
Gjatë përpunimit të pjesëve të shiritit, vizori udhëzues pozicionohet në mënyrë që distanca në skajin e majtë të boshtit të thikës të jetë pak më e madhe se gjerësia e pjesës së punës që përpunohet. Ndërsa thikat bëhen të zbehta, vizori zhvendoset djathtas dhe pjesët përpunohen me atë pjesë të boshtit të thikës në të cilën thikat ende nuk janë zbehur. Kur përpunoni pjesë me sipërfaqe ngjitur jo pingule, vizori udhëzues pozicionohet në mënyrë që këndi midis sipërfaqes së tij të punës dhe boshtit të thikës të jetë i mpirë.
Binarët udhëzues të planerit të kthyeshëm kryejnë të njëjtat funksione si tavolina e përparme dhe e pasme. Vizitorët rregullohen në lidhje me kokën e bashkimit të skajit me një dorezë dhe sasia e shtresës që do të hiqet vendoset sipas një shkalle të montuar në kornizë.
Mekanizmi i furnizimit automatik të furnizuesit ose transportuesit rregullohet në lartësi (Fig. 3, b) me një rrotë dore në varësi të trashësisë së pjesëve të punës që përpunohen. Distanca nga sipërfaqja e punës e tryezës së përparme deri te rulat e ushqimit (gishtat e transportuesit) duhet të jetë 2 ... 3 mm më pak se trashësia e pjesës së punës. Furnizuesi automatik vendoset mbi boshtin e thikës në mënyrë që rulja e parë e ushqimit të jetë mbi tryezën e përparme në një distancë prej 50 ... 60 mm nga boshti i thikës, dhe rrotullat e tjerë janë mbi tryezën e pasme.
Në lidhje me vijën udhëzuese, ushqyesi automatik është i orientuar në mënyrë që rrotullat të mos jenë paralel me boshtin e boshtit të thikës (këndi 1 ... 30), për të cilin ushqyesi automatik është i kthyer në lidhje me boshtin vertikal. Ky rregullim i rrotullave të ushqimit ju lejon të shtypni pjesën e punës në vizoren udhëzuese dhe përmirëson kushtet për bazën e saj.
Presioni i elementeve ushqyes në pjesën e punës duhet të jetë i mjaftueshëm për t'u ushqyer pa rrëshqitje. Presioni i tepërt shkakton konsumim të shtuar të mekanizmave të furnizimit automatik dhe deformim të pjesës në zonën e boshtit të thikës.

Oriz. 3. Vendosja e bashkuesit: a - vendosja e tabelave, b - instalimi i fiderit automatik; 1 - tavolina e pasme, 2 - vida me shufër, 3 - arrë, 4 - bosht thike, 5 - tavolinë e përparme, 6 - dorezë rregulluese për trashësinë e shtresës që do të hiqet, 7 - shkallë, 8 - rul ekscentrik, 9 - shufra
Tabela e përparme është vendosur në mënyrë që sipërfaqja e saj e punës të jetë nën gjeneratën e sipërme të rrethit të përshkruar nga skajet prerëse të thikës. Vlera e zgjatjes së thikave në lidhje me tryezën e përparme përcakton trashësinë e shtresës që duhet hequr. Meqenëse trashësia e shtresës më të madhe varet nga shkalla e shtrembërimit të pjesës së punës, tabela rregullohet në lartësi përpara se të përpunohet çdo pjesë e punës. Duke rrotulluar rrotullat e çuditshëm nëpër shufra, doreza 6 ngre ose ul tryezën. Sasia e ashensorit kontrollohet në një peshore.
Puna në makina. Planerja me ushqim me dorë përdoret nga një punëtor për përpunimin e pjesëve të vogla të punës. Operatori i makinës merr një pjesë të punës nga pirgu, vlerëson vizualisht skajet konvekse dhe konkave të pjesës së punës dhe e vendos atë me sipërfaqen e saj konkave në tryezën e përparme. Pjesët e punës shumë të deformuara dhe me defekt duhet të hidhen.
Duke shtypur pjesën e punës në anën e tryezës dhe vizoren udhëzuese me dorën e majtë, me dorën e djathtë futet në boshtin e thikës. Kur lëvizni, pjesa e përparme e pjesës së punës shtyn mbrojtësin e ventilatorit dhe kështu siguron akses te thikat rrotulluese.
Pas përpunimit të pjesës së përparme të pjesës së punës, me dorën e majtë, shtypni fort pjesën e përpunuar në rrafshin e tavolinës së pasme dhe vazhdoni të ushqeni.
Kur ushqeni, monitoroni me kujdes pozicionin e duarve në lidhje me boshtin e thikës dhe mbajini ato në një distancë të sigurt. Gjatë përpunimit të pjesëve të vogla, ekziston një rrezik i shtuar i lëndimit, kështu që pjesët e punës më të shkurtra se 400, më të ngushta se 50 dhe më të holla se 30 mm futen në makinë vetëm me një shtytës të veçantë (Fig. 81). Pas çdo kalimi, operatori i makinës vlerëson cilësinë e përpunimit dhe, nëse sipërfaqja nuk shpohet, ajo rilyhet me rërë.
Nëse pjesa duhet të rreshtojë dy sipërfaqe, atëherë së pari bluhet fytyra, dhe më pas buza, duke shtypur pjesën me sipërfaqen e përpunuar më parë në vizoren udhëzuese. Në makinat me dy anë, këto operacione kryhen me një kalim.
Gjatë përpunimit të pjesëve masive dhe të mëdha, makina drejtohet nga dy punëtorë. Operatori i makinës e bazon dhe ushqen pjesën e punës, dhe punëtori i dytë, duke qenë pas makinës, ndihmon në fazën përfundimtare të përpunimit, merr pjesën e përfunduar dhe e grumbullon atë. Nëse është e nevojshme, instalohen tavolina rul shtesë përpara dhe pas makinës.
Shkalla e furnizimit manual në makinë zgjidhet individualisht për secilën pjesë të punës, në varësi të defekteve dhe thellësisë së kërkuar të bluarjes. Ulni shpejtësinë për prerje tërthore dhe bluarje kundrejt kokrrës. Thellësia e bluarjes varet nga lejimi i përpunimit dhe madhësia e defekteve.

Oriz. 4. Skema për përpunimin e pjesëve të vogla duke përdorur një shtytës
Heqja e lejes me një kalim zakonisht nuk lejon marrjen e cilësisë së kërkuar të përpunimit. Efekti më i mirë arrihet në dy ose më shumë kalime në një thellësi të vogël bluarjeje, pasi në këtë rast zvogëlohet deformimi i pjesës nën veprimin e forcave shtrënguese dhe sforcimeve të brendshme në materialin e pjesës së punës.
Në makinat me ushqim të mekanizuar, shkalla e furnizimit zgjidhet sipas orarit nga gjendja e ngarkimit maksimal të motorit prerës dhe sigurimi i një vrazhdësie të caktuar të sipërfaqes.
Pjesët e marra duhet të kontrollohen për saktësinë e përpunimit. Duke aplikuar një pjesë në tjetrën me sipërfaqe të përpunuara, vizualisht, madhësia e gabimit të përpunimit gjykohet nga madhësia e hendekut midis tyre. Përveç kësaj, rrafshësia e sipërfaqes së përpunuar mund të kontrollohet me një skaj të drejtë dhe matës sensor. Devijimi nga avioni nuk duhet të kalojë 0,15 mm në një gjatësi prej 1000 mm. Sipërfaqet ngjitur të përpunuara duhet të jenë reciproke pingul. Toleranca është 0,1 mm në një lartësi prej 100 mm. Perpendikulariteti kontrollohet me një matës katror dhe sensor. Vrazhdësia e sipërfaqes së trajtuar duhet të jetë 60 ... 100 mikron. Nëse pjesët nuk plotësojnë kërkesat e specifikuara, makina duhet të rirregullohet.
Makina lidhëse SF6-2 përbëhet nga një shtrat dhe një tavolinë pune, e cila është dy pllaka horizontale të lëmuara prej gize (pas dhe përpara), të pajisura me nofulla të holla çeliku në anën e boshtit të thikës. Qëllimi i sfungjerëve është të mbrojnë skajet e pllakave nga gërryerja, të zvogëlojnë hendekun midis thikave dhe pllakave dhe të mbështesin fijet gjatë prerjes së patate të skuqura. Një bosht thike vendoset midis pllakave. Boshti i prerësit është i vendosur në mënyrë që skajet prerëse të thikave të montuara në të të jenë në nivel me pllakën e pasme. Çdo pllakë mund të ngrihet dhe ulet individualisht me një vidë.

Oriz. 1. Pajisja për balancimin e boshteve të thikës
Në tavolinë është fiksuar një vizore udhëzuese, e cila mund të zhvendoset përgjatë gjerësisë së tryezës. Bashkuesi mundësohet drejtpërdrejt nga motori elektrik përmes një transmetimi me rrip V.
Gjatë bashkimit, materiali që do të përpunohet vendoset në pllakën e përparme të tavolinës, nëse është e mundur në një kënd të drejtë me boshtin e thikës, dhe duke shtypur fort në pjatë me dorën e majtë pranë thikës, me dorën e djathtë më larg. ato, e shtyjnë mbi thika, të cilat planifikojnë sipërfaqen e poshtme të pjesës.

Oriz. 2. Planer SF6-2:
a - pamje e përgjithshme: 1 - motor elektrik, 2 - pllakë e pasme e desktopit, 3 - vizore udhëzuese, 4 - dorezë e treguesit të lartësisë së pllakës së përparme, 5 - bosht thike, 6 - mbrojtëse e ventilatorit, 7 - pllakë e përparme e desktopit , 8 - pajisje startuese , 9 - shtrat; b - skema e bashkimit: 1 - pllakë e pasme, 2 - pllakë e përparme, 3 - trashësi çipi
Kur pjesa e përparme e pjesës kalon pas thikave, pjesa merret me dorën e majtë në sipërfaqen e pllakës së pasme, dhe me dorën e djathtë në sipërfaqen e pllakës së përparme. Presioni duhet të jetë sa më i njëtrajtshëm, dhe ushqimi duhet të jetë i qetë dhe i barabartë.
Fillimisht mprehet ana e gjerë e pjesës (fytyrës) dhe më pas ana e ngushtë (buza). Kur planifikoni anën e dytë ngjitur, pjesa duhet të shtypet kundër tryezës dhe kundër sundimtarit udhëzues.
Për të shmangur gërvishtjen e tepërt të fibrave, është e nevojshme të pritet përgjatë shtresës. Kur planifikoni pjesë nga druri i pishës, rekomandohet të fshini tavolinën e punës me një leckë të lagur me vajguri, pasi rrëshira e lëshuar nga druri ngjitet në tryezë dhe e bën të vështirë lëvizjen e pjesëve.
Me një instalim shumë të kujdesshëm të thikave në boshtin e thikës, ende nuk është e mundur të rregulloni skajet e tyre prerëse saktësisht përgjatë të njëjtit rreth, dhe një ndryshim prej 0,5-0,1 mm është marrë në rrezet e prerjes. Për shkak të kësaj, valët shfaqen në sipërfaqen e trajtuar. Për të zvogëluar këtë ndryshim, në vendin e instalimit përdoret një pajisje për planifikimin dhe drejtimin e thikave. Pajisja prodhohet së bashku me një makinë palosëse dhe e bashkangjitur veçmas. Pas planifikimit dhe drejtimit të thikave, diferenca midis rrezeve të prerjes zvogëlohet në 0,03-0,02 mm dhe sipërfaqja e planifikuar është më e lëmuar.
Pjesa mprehëse e mjetit vihet në kontakt me tehun e një thike në boshtin e thikës dhe fiksohet në këtë pozicion. Pastaj ndizni pajisjen dhe lëvizeni përgjatë udhëzuesit ^ përgjatë gjithë gjatësisë së thikës, duke e vendosur tehun dhe duke e drejtuar atë. Pasi të keni përfunduar redaktimin e një thike, kthejeni boshtin e thikës, futeni thikën e dytë nën pjesën bluarëse të pajisjes dhe përsëritni bashkimin dhe modifikimin. Në këtë mënyrë përpunohen tehet e të gjitha thikave të fiksuara në boshtin e prerësit.
Për të ushqyer materialin, është e nevojshme të përdoren jastëkë-shtytës të veçantë që sigurojnë sigurinë e punës dhe parandalojnë gishtat të prekin thikat.
Gjerësia e planifikimit në makinën SF6-2 është 600 mm, trashësia e shtresës së hequr është 6 mm, diametri i prerjes është 125 mm, numri i thikave në bosht, numri i rrotullimeve të boshtit të thikës në minutë është 5000 , fuqia e motorit elektrik të boshtit të thikës është 4.5 kW. Pesha e makinës 860 kg.
Makina bashkuese SF4-4 është projektuar për planifikimin dhe rrafshimin e sipërfaqes përgjatë planit dhe për bluarje në cepin e dërrasave dhe shufrave. Makina ka një bosht të rrumbullakët me dy thika me thika të montuara në pykë. Boshti për bluarje vertikale përbëhet nga vizore udhëzuese të përparme dhe të pasme dhe një bllok boshti me një kokë me thikë të dyfishtë. Sundimtari i përparmë është i lëvizshëm, ai lëviz në përputhje me thellësinë e specifikuar të bluarjes; vija e pasme është e fiksuar pa lëvizje. Boshti drejtohet nga një motor elektrik individual nëpërmjet rripave V. Makina është e pajisur me ushqyes automatik UPA-3, i cili ushqen automatikisht pjesët e punës.
Gjerësia e rrafshimit në makinë është 400 mm, trashësia e shtresës që duhet hequr është 6 mm, diametri i boshtit të thikës është 125 mm, diametri i prerjes është 128 mm, numri i thikave në bosht, fuqia e motori elektrik i boshtit të thikës është 2.8 kW, numri i rrotullimeve të boshtit të thikës në minutë është 5000, pesha e makinës është 620 kg.
Makina bashkuese SF4-4 bën të mundur kryerjen e bashkimit dhe bluarjes, d.m.th., në një makinë për të kombinuar disa operacione që kërkojnë dy makina të ndryshme. Krijon kursime në hapësirën e prodhimit, rritet produktiviteti i pajisjeve. Produktiviteti i punës dyfishohet duke përshpejtuar ofertën dhe duke reduktuar numrin e punëtorëve.

Oriz. 3. Planer SF4-4
Për të parandaluar aksidentet, mbi boshtin e thikës vendoset një mburojë mbrojtëse ose perde sigurie, të cilat lëvizen mënjanë gjatë punës nga vetë pjesa e punës dhe pasi pjesa e punës kalon, nën veprimin e një suste, i gjithë boshti i thikës mbyllet përsëri.
Për të mekanizuar furnizimin e pjesës së punës, mund të përdorni ushqyes automatikë të bashkangjitur, në të cilët rrotullat drejtohen nga një motor elektrik përmes një kuti ingranazhi. Trupi i furnizuesit automatik, me ndihmën e levave dhe një rafti, mund të instalohet në mënyrë që rrotullat të shtypin pjesën e punës për t'u përpunuar kundër tryezës ose kundër vizores udhëzuese.
Gardhet ekzistuese për makinat e përpunimit të drurit janë kryesisht të mëdha dhe nuk ndryshojnë në shkathtësi. Fabrika e makinerive të përpunimit të drurit Kurgan prodhon ushqyesin automatik UPA-3, i cili mund të përdoret si një gardh universal në sharra rrethore, rrafshues dhe makina bluarëse.
Duke përdorur ushqyesin automatik UPA, rafti me pajisje instalohet ose në tryezën e makinës, ose në një platformë të fiksuar pranë makinës, si dhe në një themel të veçantë në të djathtë ose në të majtë të makinës.

Oriz. 4. Gardhe mbrojtëse për planer:
a-mburoja e Erokhin; b - gardh me tifoz; 1 - mburojë pranverore, 2 - perde; c - ushqyes automatik me kapëse të sipërme: 1 - mbajtës, 2 - ushqyes automatik, 3 - tavolinë përpara
Trupi i ushqyesit automatik me ndihmën e menteshave dhe një rafti mund të instalohet në mënyrë që rrotullat të shtypin pjesën e punës gjatë përpunimit të saj në tavolinë ose në sundimtarin udhëzues.
Në bashkuesin, furnizuesi automatik UPA-3 është instaluar në mënyrë që çifti i parë i rrotullave të vendoset sipër pjesës së përparme të tryezës, çiftet e dyta dhe të treta janë të vendosura mbi pjesën e pasme. Sipas gjerësisë së makinës, rulat e ushqimit vendosen në mes të materialit të planifikuar.

Oriz. 5. Gardh universal - ushqyes automatik UPA-3 (pamje nga ana e materialit të përpunuar)
Distanca midis rrotullave dhe tryezës së makinës është vendosur më pak se trashësia e materialit ushqyes. Materiali ushqehet me dorë deri në çiftin e dytë të rrotullave, dhe më pas nga një ushqyes automatik.
Planeri i dyanshëm S2F-4 me ushqim mekanik dhe kokë bashkuese të skajeve është paraqitur në fig. 6. Makina përdoret për planifikim dhe planifikim të njëkohshëm të shtresës së poshtme dhe skajit të djathtë të njërës pjesë të punës (planifikimi i këndit). Makina përbëhet nga një shtrat prej gize, në të cilin dy pllaka janë të vendosura në mbështetëse të çuditshme - përpara dhe pas, midis tyre ka një bosht thike me një diametër prej 125 dhe një gjatësi prej 410 mm, i cili ka një mbrojtës tifoz. Boshti i thikës rrotullohet në kushinetat e topit dhe drejtohet nga një motor elektrik 4,5 kW përmes një ngasjeje me rrip V. Ka një vijë udhëzuese në pllaka. Pllaka e përparme shërben si udhërrëfyes për pjesët e punës përpara planifikimit, dhe pllaka e pasme është projektuar për të lëvizur pjesët e punës gjatë planifikimit. Madhësia e shtresës së hequr të drurit rregullohet duke ngritur ose ulur tryezën e përparme duke përdorur dorezën, e cila ka një tregues lartësie. Pllaka e pasme rregullohet me një vidë ose arrë. Gjerësia e planifikimit të makinës është 400 mm. Trashësia e pjesës së punës që përpunohet është 15-100 mm, trashësia e shtresës që hiqet është 6 mm, numri i thikave në bosht është 2-4, numri i rrotullimeve në minutë të boshtit të thikës është 6000, pesha e makinës është 800 kg. Në makinë, përveç boshtit horizontal të thikës, është montuar një kokë thike vertikale, përmes së cilës planifikohet buza e pjesës së punës. Koka prerëse vertikale është montuar në një bosht lidhës të skajit të montuar në një mbështetje të veçantë. Furnizuesi automatik dhe koka e skajit kanë motorë elektrikë individualë. Prandaj, lëvizja e boshtit të kokës vertikale të prerësit kryhet nga një motor elektrik me fuqi 1.7 kW përmes një transmetimi me rrip V. Boshllëqet dhe lëndë druri futen në kokën e prerësit horizontal nga një ushqyes automatik, i cili drejtohet nga një motor tjetër elektrik përmes një kuti ingranazhi. Furnizuesi automatik ndodhet në anën e makinës në një shirit vertikal dhe, në varësi të trashësisë së pjesëve të punës që përpunohen, mund të lëvizë në drejtime vertikale dhe tërthore. Kontrolli i butonit.

Oriz. 6. Bashkues i dyanshëm S2F-4 me ushqyes automatik dhe kokë lidhëse buzësh:
1 - butona kontrolli, 2 - mbrojtëse e ventilatorit të boshtit të thikës, 3 - tavolina e pasme, 4 - ushqyes automatik, 5 - bosht bashkimi i skajeve, 6 - vidë e rregullimit të lartësisë së tavolinës së pasme, 7 - vizore udhëzuese, 8 - dorezë e mekanizmit ekscentrik për pjesën e përparme Rregullimi i lartësisë së tavolinës , 9 - tavolina e përparme
Lidhjet me ushqim mekanik të pjesëve janë më produktive sesa makinat me ushqim manual të diskutuar më sipër.
Pajisja për ushqimin e mekanizuar të pjesëve ka rula të mbuluar me gome ose një zinxhir transportues. Rolet drejtohen nga një motor elektrik përmes një kuti ingranazhi. Zinxhiri i transportuesit ka kunja pranverore. Zinxhirët e pafund gishtash, duke lëvizur drejt thikës, kapin pjesën e punës dhe e çojnë përpara mbi boshtin e thikës së makinës. Në varësi të trashësisë së pjesëve të punës, zinxhiri i transportuesit mund të vendoset në lartësi të ndryshme. Zinxhiri drejtohet nga një motor elektrik individual i integruar me fuqi 0,6 kW.
Bashkuesi SF6A-2 me ushqim transportues është më i fuqishëm, përdoret për përpunimin e një ose më shumë pjesëve të punës me gjerësi deri në 600 mm. Boshti me katër thika e makinës drejtohet nga një motor elektrik përmes një ngasjeje rripi. Për frenimin e shpejtë të boshtit të thikës, përdoret një frenë elektromagnetike, e cila vepron në sipërfaqen fundore të diskut të montuar në fund të boshtit. Përgjatë perimetrit të diskut ka vrima për një tapë që rregullon pozicionin e boshtit kur mprehni thikat. Materiali ushqehet nga një transportues me zinxhir të dyfishtë i pajisur me shufra kryq me kthetra elastike. Për shkak të numrit të madh të kthetrave, presioni i secilës prej tyre në pjesën e punës është i parëndësishëm dhe për këtë arsye pjesa e punës nuk deformohet kur lëviz përgjatë tryezës. Zinxhirët me rripa janë të shtrirë mbi dy palë dhëmbëza - njëra me makinë dhe tjetra tension. Për mprehjen dhe bashkimin e thikave direkt në makinë ka pajisje të lëvizshme.

Oriz. 7. Makinë bashkuese dhe pajisje për ushqimin mekanik të pjesëve:
a - pamje e përgjithshme e makinës; b - skema e mekanizmit transportues në planer: 1 - bosht thike, 2 - pjesë pune, 3 - pllakë e pasme, 4 - gishta presioni, 5 - zinxhir transportues, 6 pllakë e përparme

Oriz. 8. Diagrami kinematik i një planeri me furnizim transportues:
1 - mekanizmi i rregullimit të lartësisë së tavolinës së pasme, 2 - tavolina e pasme, 3 - mekanizmi i lëvizjes së transportuesit, 4 - transportues, 5 - tavolina e përparme, 6 - mekanizmi i rregullimit të lartësisë së tavolinës së përparme, 7 - mekanizmi i rregullimit të lartësisë së transportuesit për trashësinë e pjesës së punës, 8 - boshti i thikës
Paraqitja e vendit të punës në bashkues është paraqitur në fig. 9. Pjesët e përpunuara në makinë duhet të vendosen pranë makinës në mënyrë që punëtori të mos ketë nevojë të bëjë kalime dhe lëvizje të panevojshme.
Në tavolinën e punës, në folenë e boshtit të thikës, duhet të vendosen pllaka të mprehta çeliku, të fiksuara në të njëjtin nivel me sipërfaqen e tavolinës. Distanca midis skajeve të mbulesave dhe sipërfaqes që përshkruajnë tehet e thikës nuk është më shumë se 3 mm.
Boshti i thikës duhet të ketë një pajisje me veprim të shpejtë për fiksimin e thikës.

Oriz. 9. Skema e vendit të punës tek bashkuesi:
1 - vendi i operatorit të makinës, 2 - boshllëqe, 3 - pjesë të planifikuara
Pjesët e punës më të shkurtra se 400 mm, më të ngushta se 50 mm ose më të holla se 30 mm kur ushqehen me dorë, duhet të planifikohen vetëm duke përdorur blloqe speciale - shtytës. Planifikimi i pjesëve të holla dhe të shkurtra në tufa mund të bëhet vetëm me përdorimin e një kapëseje. Planifikimi në formë, lakor, është i ndaluar.
Pasi të dyja gjysmat e tavolinës të jenë vendosur në lartësinë e dëshiruar, mekanizmi i ngritjes duhet të fiksohet mirë në atë pozicion. Rrafshi i tavolinës së pasme duhet të jetë tangjent me sipërfaqen cilindrike të përshkruar nga tehet e thikës.
Pjesa jo e punës e boshtit të thikës duhet të mbulohet me një mbrojtës që lëviz automatikisht me shiritin udhëzues. Ndalohet fiksimi i vijës udhëzuese me kapëse.
Në makinat e rrafshimit me ushqim mekanik, rrafshimi i njëkohshëm i dy ose më shumë pjesëve me trashësi të ndryshme lejohet vetëm nëse secila prej tyre shtypet fort.
Një bashkues është i disponueshëm pothuajse në të gjitha punëtoritë arsimore të shkollave, në shumicën e fabrikave të trajnimit dhe prodhimit dhe industrive të ndryshme. Rregullimi i tij dhe veçanërisht instalimi i saktë i prerësve në bosht është një operacion mjaft i mundimshëm. Instalimi i tyre korrekt duhet të sigurojë:
- sipërfaqja rreptësisht cilindrike e rrotullimit të skajeve të prerjes;
- paralelizmi i rrafshit të tabelës së pasme të makinës dhe gjeneratorit të sipërfaqes së rrotullimit të thikave;
- zhvendosja e tavolinës së përparme në raport me tavolinën e pasme nga trashësia e çipit që hiqet.
Për të rregulluar planerin, rekomandohet përdorimi i një blloku druri të fortë, të tharë mirë, të bashkuar me kujdes në të katër anët. Sidoqoftë, saktësia e vendosjes së thikave me ndihmën e saj, madje edhe me një rregullues me përvojë, nuk kalon 0,08-0,15 mm (ndryshimi në madhësinë e rrezeve të rrethit të prerjes).
Për të rritur saktësinë e vendosjes së thikave dhe për të zvogëluar kohën e vendosjes së makinës, ne sugjerojmë të përdorni pajisjen e treguar në figurë.
Figura 1. Trare me një tregues për vendosjen e një planeri
Në një shirit 2 të bashkuar përgjatë shtresës së poshtme me një gjatësi prej 200 dhe një seksion kryq 30X40 mm, është e nevojshme të montoni një tregues numri me një vlerë ndarjeje në një shkallë rrethore prej 0,01 mm. Për ta bërë këtë, në një distancë prej 50 mm nga fundi (në anën 30 mm të gjerë), shpohet një vrimë përgjatë diametrit të mëngës së treguesit (8 mm). Në mes të së njëjtës anë nga fundi në vrimë, një sharrë pritet me sharrë hekuri dhe në një distancë prej 20 mm nga fundi, në mes të një fytyre 40 mm të gjerë, shpohet një vrimë 0 6 mm. për një bulon bashkues me një arrë 5, e cila shërben për të rregulluar treguesin 3 në shirit.
Kur konfiguroni makinën, pajisja instalohet në tabelën 1, 7 dhe treguesit e shigjetave të treguesit regjistrohen në një fletë letre. Thika 10 futet në njërën nga dy brazdat në trupin e boshtit 9 në mënyrë që buza e prerjes të dalë 2-3 mm mbi thyesin e çipave 6 dhe të fiksohet pak me bulonën e mesme 8. Pastaj shufra 2 me treguesin 4 është lëvizur përgjatë tabelës së pasme 1 derisa maja 4 e treguesit nuk do të bjerë në buzën e prerjes së thikës 10. Treguesit e shigjetave në këtë moment duhet të korrespondojnë me ato të regjistruara më parë. Nëse ka mospërputhje, atëherë duhet ta ngrini ose ulni pak thikën (ose tavolinën e pasme). Rregullimi vazhdon derisa leximet e treguesit të jenë të njëjta si në pikën e mesme të thikës ashtu edhe përgjatë skajeve të saj. Pas kësaj, thika është fiksuar. Sipas të njëjtave (të regjistruara në fillim) tregues të shigjetave të treguesit, është instaluar thika e dytë.
Për të rregulluar tabelën e përparme, trashësia e çipit që hiqet u shtohet leximeve të treguesve të regjistruar më parë dhe tabela vendoset sipas sasisë së marrë.
Përdorimi i pajisjes në kushtet e punëtorive stërvitore nuk kufizohet vetëm në instalimin e thikave të planerimit kur vendosni një bashkues. Me të, ju mund të kontrolloni paralelizmin e sipërfaqeve të tavolinave të pasme dhe të përparme të planerit, të instaloni thika mulliri në kokat e prerësit, të kontrolloni vendosjen e saktë të dhëmbëve të sharrave, etj.