इंजन एक जटिल बहु-घटक तंत्र है, जिसका प्रत्येक भाग पूरे सिस्टम का सही और संतुलित संचालन सुनिश्चित करता है। उसी समय, कुछ एक बड़ी भूमिका निभाते हैं, जबकि अन्य का इतना मूल्य नहीं होता है। साथ ही इससे जुड़े सभी तत्व इंजन का सबसे महत्वपूर्ण हिस्सा हैं। यह जलती हुई गैसोलीन की ऊर्जा को स्थानांतरित करके पहियों के रोटेशन को प्रदान करता है। क्रैंकशाफ्ट लाइनर मध्यम कठोर धातु से बने छोटे अर्ध-अंगूठी के आकार के हिस्से होते हैं और एक विशेष एंटी-घर्षण यौगिक के साथ लेपित होते हैं। कार के लंबे समय तक संचालन की प्रक्रिया में, वे गंभीर पहनने के अधीन हैं, जिससे नए भागों को खरीदना और स्थापित करना आवश्यक हो जाता है।
विवरण
क्रैंकशाफ्ट बीयरिंग क्रैंकशाफ्ट के रोटेशन को सुनिश्चित करने के साधन के रूप में कार्य करते हैं। यह प्रक्रिया सिलेंडर कक्षों में ईंधन के दहन के परिणामस्वरूप होती है। बढ़े हुए भार और उच्च गति के कारण भागों का सक्रिय घर्षण मोटर को नुकसान पहुंचा सकता है। इस स्थिति को रोकने और घर्षण की डिग्री को कम करने के लिए, सभी घटकों में उच्चतम मूल्यतेल की सबसे पतली माइक्रोन परत से ढका हुआ। यह फ़ंक्शन मोटर की स्नेहन प्रणाली को सौंपा गया है, जबकि मौजूदा भागों पर फिल्म केवल उच्च तेल के दबाव की स्थिति में बनती है। लाइनर और क्रैंकशाफ्ट जर्नल की संपर्क सतहों को भी स्नेहक की एक परत के साथ कवर किया गया है। इस प्रकार, उत्पन्न

प्रकार और आकार
VAZ क्रैंकशाफ्ट लाइनर सुरक्षात्मक तत्वों के रूप में कार्य करते हैं जो संभोग भागों के समय से पहले पहनने से रोकते हैं। उनके स्थान के आधार पर, उन्हें दो किस्मों में विभाजित किया जाता है: स्वदेशी और कनेक्टिंग रॉड। उत्तरार्द्ध, जैसा कि पहले उल्लेख किया गया है, शाफ्ट की गर्दन पर स्थित हैं, मुख्य आंतरिक दहन इंजन के माध्यम से इसके पारित होने के स्थान पर क्रैंकशाफ्ट पर हैं और एक समान उद्देश्य है। विभिन्न प्रकार के बिजली उपकरणों के लिए उपयुक्त तत्वों के उपयोग की आवश्यकता होती है, सबसे पहले, आंतरिक व्यास आकार का चयन किया जाना चाहिए।
मरम्मत के पुर्जे दोनों एक दूसरे से भिन्न होते हैं और नए तत्वों की तुलना में महत्वपूर्ण अंतर होते हैं जो नई कारें कारखानों में सुसज्जित होती हैं। पैरामीटर कम से कम एक चौथाई मिलीमीटर से भिन्न होते हैं, बाद के सभी विकल्प एक समान चरण से गुजरते हैं।
उद्देश्य
ऑपरेशन के दौरान क्रैंकशाफ्ट लगातार उच्च भौतिक और थर्मल भार के अधीन होता है, कनेक्टिंग रॉड बेयरिंग इसे अक्ष पर रखता है, जबकि क्रैंक सेक्शन के कामकाज को केवल ऊपर बताए गए तत्वों द्वारा समर्थित किया जाता है। गर्दन की क्रिया का तंत्र आंतरिक क्लिप द्वारा दर्शाया जाता है, परिणामस्वरूप, क्रैंकशाफ्ट लाइनर बाहरी होते हैं। उन्हें एक विशेष तेल पाइपलाइन नेटवर्क के माध्यम से स्नेहन की आपूर्ति की जाती है, जिसमें तरल उच्च दबाव में चलता है। यह क्रैंकशाफ्ट के लिए आवश्यक सबसे पतली फिल्म बनाता है।

विफलता के कारण
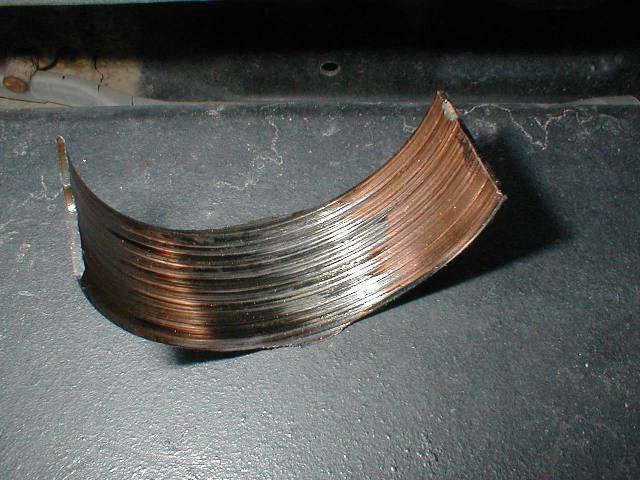
ऑपरेशन के दौरान संरचनात्मक क्षति और घिसाव भागों को बदलने के सबसे सामान्य कारण हैं। स्नेहक की नियमित आपूर्ति और मोटर के सावधानीपूर्वक संचालन के बावजूद, यह प्रक्रिया अपरिहार्य है। समय के साथ, गर्दन की सतह पतली हो जाती है, उनके बीच की खाली जगह बड़ी हो जाती है, इस वजह से, क्रैंकशाफ्ट मुक्त खेल प्राप्त करता है, तेल का दबाव कम हो जाता है और, परिणामस्वरूप, इसकी आपूर्ति होती है। यह सब पूरे इंजन सिस्टम की समयपूर्व विफलता का कारण बनता है।
स्क्रॉलिंग मरम्मत कार्य का दूसरा कारण है। कई लोगों ने इसके बारे में सुना है या इस समस्या से खुद ही निपटा है, लेकिन सभी कार मालिकों को यह नहीं पता कि इस स्थिति का कारण क्या है। कनेक्टिंग रॉड लाइनर्स में पतली प्लेटें होती हैं जो एक विशेष बिस्तर में होती हैं। इसी समय, आधे छल्ले की पूरी बाहरी सतह के साथ छोटे प्रोट्रूशियंस रखे जाते हैं, उन्हें ब्लॉक के सामने के संपर्क में होना चाहिए, जैसा कि नई मोटरों में होता है। कुछ स्थितियां लाइनर के संबंध में एंटीना के प्रतिरोध को कम करती हैं, यह क्रैंकशाफ्ट जर्नल से चिपक जाती है और घूमती है। ऐसे में इंजन का संचालन ठप हो जाता है। इसके विकास के सबसे सामान्य कारणों पर ध्यान देने योग्य है:
- मोटर का संचालन स्थापित भार की निरंतर अधिकता से जुड़ा हुआ है;
- स्नेहक बहुत तरल है;
- असर टोपियां कम हस्तक्षेप के साथ हैं;
- तेल की कमी, इसकी अत्यधिक चिपचिपाहट, या संरचना में अपघर्षक यौगिकों की उपस्थिति।
प्रारंभिक काम
यदि यह स्पष्ट हो जाता है कि बिजली उपकरण की मरम्मत के बिना करना असंभव है, तो सभी तत्वों के पहनने की डिग्री की पहचान करना और क्रैंकशाफ्ट लाइनर्स के आवश्यक आयामों को निर्धारित करना आवश्यक है। अधिकांश मोटर चालक दृश्य निरीक्षण द्वारा आयामों के चयन की समस्या को हल करते हैं, अधिक सटीकता के लिए, आप एक माइक्रोमीटर का उपयोग कर सकते हैं। यह उबाऊ होने की संभावना पर भी ध्यान देने योग्य है। यदि तत्वों की स्क्रॉलिंग का पता चला है, तो उन्हें तुरंत नए के साथ बदल दिया जाना चाहिए। मरम्मत शुरू करने से पहले, यह इंजन के संचालन द्वारा निर्धारित किया जा सकता है, विशेष रूप से, यह अक्सर रुक सकता है, या क्रैंकशाफ्ट की विशिष्ट ध्वनियों द्वारा। जब गर्दनें जाम हो जाती हैं, तो आगे बढ़ना असंभव हो जाता है।
स्थिति चाहे जो भी हो, तंत्र के सभी विवरणों की सावधानीपूर्वक जांच की जानी चाहिए। गर्दन पर एक लहर जैसी उपस्थिति का नुकसान हो सकता है, जो आपके हाथों से महसूस करना आसान है, इस मामले में मरम्मत भागों को बोर करना और स्थापित करना आवश्यक है, जिसके आयाम स्थापना साइट के अनुरूप हैं। बड़ी मात्रा में क्षति के कारण, अधिक गहन बोरिंग की आवश्यकता हो सकती है, और परिणामस्वरूप, पूरी तरह से अलग आकार के भागों की आवश्यकता होगी। इसलिए, क्रैंकशाफ्ट कनेक्टिंग रॉड बेयरिंग को सभी प्रक्रियाओं के पूरा होने के बाद खरीदा जाता है, ताकि आप तत्व को स्टोर में वापस करने की आवश्यकता से बच सकें।
स्थापना प्रवाह
कई लोगों के बीच किसी समस्या को हल करने का सबसे आम तरीका कार सेवा से संपर्क करना है। लेकिन क्रैंकशाफ्ट लाइनर्स को बदलना किसी भी व्यक्ति की शक्ति के भीतर है, जिसे मरम्मत का थोड़ा सा भी अनुभव है और उसके पास एक निश्चित उपकरण है। कार्य को सरल बनाने के लिए, यह एक निश्चित प्रक्रिया का पालन करने योग्य है।
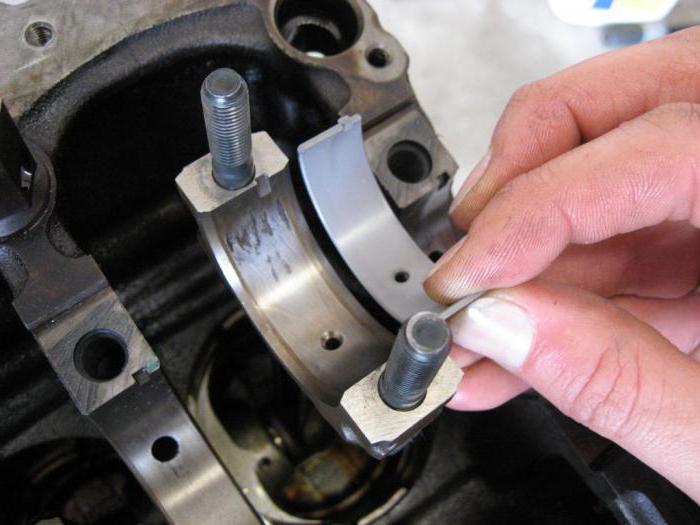
सबसे पहले आपको लाइनर और क्रैंकशाफ्ट के बीच स्थित अंतर की जांच करने की आवश्यकता है। चेक एक कैलिब्रेटेड प्लास्टिक तार का उपयोग करके किया जाता है, जिसे आवश्यक गर्दन पर पाया जा सकता है। फिर कवर को इंसर्ट के साथ माउंट किया जाता है, उन्हें 51 एनएम के मान के अनुरूप एक निश्चित बल के साथ कड़ा किया जाता है। माप लेने लायक। कवर को हटाने के बाद, अंतर तार के संपीड़न की डिग्री के समान होगा। नाममात्र अंतर का उपयोग करते हुए, परिणामी पैरामीटर का मूल्यांकन करना आवश्यक है, जिसका मूल्य प्रत्येक व्यक्तिगत ब्रांड के लिए अलग है। यदि यह स्पष्ट हो जाता है कि अंतर नाममात्र मूल्य, यानी संपीड़न की डिग्री से अधिक है, तो मरम्मत भागों की स्थापना से दूर नहीं किया जा सकता है।
उबाऊ
सभी कनेक्टिंग रॉड्स को क्रमिक रूप से क्लीयरेंस की जाँच के बाद हटा दिया जाता है, साथ ही विघटित और पॉलिश किया जाता है क्रैंकशाफ्ट. बोरिंग केवल विशेष उपकरणों पर ही संभव है - एक सेंट्रिपेटल, जो सामान्य कार मालिकों के बीच शायद ही कभी पाया जाता है। इसलिए, इसके लिए विशेषज्ञों से अपील की आवश्यकता होगी। पीसने के बाद, उपयुक्त आकार के क्रैंकशाफ्ट लाइनर चुने जाते हैं। यहां आप माइक्रोमीटर जैसे उपकरण के बिना नहीं कर सकते हैं, और चयनित तत्वों पर प्रयास कर रहे हैं। इसके अलावा, सभी भागों को उल्टे क्रम में स्थापित किया जाता है और मुख्य बीयरिंगों पर कैप खराब हो जाते हैं।
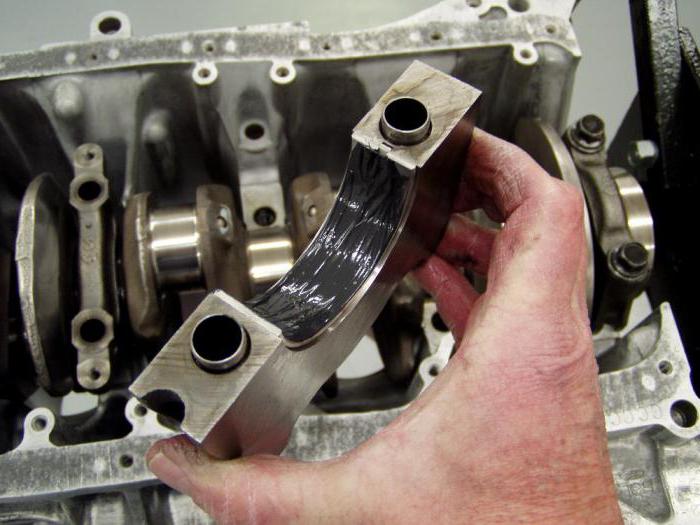
यह कनेक्टिंग रॉड्स और लाइनर्स के रिवर्स माउंटिंग की कुछ विशेषताओं पर ध्यान देने योग्य है। उत्तरार्द्ध तेल के साथ पूर्व-चिकनाई वाले होते हैं, कवर को भी खराब कर दिया जाना चाहिए। किए गए प्रारंभिक कार्य की तुलना में, स्थापना में बहुत कम समय लगता है। उसी समय, क्रैंकशाफ्ट के संचालन के बारे में मत भूलना, जो उच्च भार के साथ-साथ इसकी उच्च लागत की विशेषता है। ऑपरेशन की अवधि बढ़ाने के लिए हर संभव प्रयास किया जाना चाहिए। यहां मुख्य भूमिका पीसकर निभाई जाती है, सही समय पर की जाती है। यह प्रक्रिया गर्दन की चिकनाई सुनिश्चित करती है और उन्हें आगे के उपयोग के लिए तैयार करती है।
आपको क्या जानने की आवश्यकता है
इंजन के रूप में कार के ऐसे हिस्से की जटिलता और जटिलता के बावजूद, कई लोग इसे आसानी से काम के लिए अलग कर सकते हैं। लेकिन लाइनर स्थापित करते समय, आपको विशेष रूप से सावधान रहना चाहिए, क्योंकि अत्यधिक तनाव या, इसके विपरीत, अपर्याप्त बल तत्वों को फिर से घुमाने का कारण बन सकता है। उनकी क्षमताओं और ज्ञान में विश्वास के अभाव में, योग्य विशेषज्ञों से संपर्क करना उचित है।
कैसे चुने
मोटर की मरम्मत और लाइनर्स के प्रतिस्थापन के कारण के बावजूद, क्रैंकशाफ्ट बोरिंग एक जरूरी है। नए भागों की स्थापना केवल पॉलिश या नए तंत्र पर ही संभव है। यदि केवल एक गर्दन पर क्षति और गड्ढे हैं, तो सभी तत्वों को एक समग्र आकार प्राप्त करने के लिए संसाधित किया जाता है। इंजन की असेंबली लाइन के दौरान मानक भागों को स्थापित किया जाता है। उदाहरण के लिए, VAZ कारों के लिए क्रैंकशाफ्ट मरम्मत लाइनर चार संस्करणों में बेचे जाते हैं। यानी बोरिंग ज्यादा से ज्यादा चार बार की जा सकती है। Moskvich और GAZ जैसी मशीनों के लिए मोटर्स में क्रमशः 1.5 और 1.2 मिमी तक अतिरिक्त पांचवां और छठा पीस होता है। पीसने में लगे व्यक्ति द्वारा आवश्यक आकारों का चयन सबसे अच्छा विकल्प होगा। बोरिंग से उन तत्वों का चयन करने की आवश्यकता हो सकती है जिनका आकार पिछले एक से काफी अधिक होगा। यह गर्दन और उनकी संख्या पर रट्स की गहराई पर निर्भर करता है। इंसर्ट दोनों तरह के नेक के लिए किट के रूप में बिक्री के लिए उपलब्ध हैं।

काम की विशेषताएं
क्रैंकशाफ्ट बीयरिंग को बदलने के लिए निम्नलिखित नियमों के अनुपालन की आवश्यकता होती है:
- कनेक्टिंग रॉड जर्नल पर विशेष गंदगी जाल स्थित हैं, उन्हें काम के दौरान साफ किया जाना चाहिए;
- जोड़ों पर स्थित प्रोट्रूशियंस और लाइनर के निर्धारण को सुनिश्चित करने के लिए स्वतंत्र रूप से खांचे में प्रवेश करना चाहिए (हाथों का प्रयास काफी होना चाहिए);
- प्रतिस्थापन कार्यों को समायोजित किए बिना किया जाता है;
- स्वदेशी भागों के साथ काम पहले से हटाए गए मोटर पर किया जाता है, जबकि कनेक्टिंग रॉड्स को स्थापित करते समय इसे हटाना आवश्यक नहीं है;
- सभी क्रियाओं के पूरा होने पर, इंजन को चालू किया जाना चाहिए।
क्रैंकशाफ्ट लाइनर्स का वैकल्पिक प्रतिस्थापन
इंजन को हटाए बिना, आप क्रैंकशाफ्ट लाइनर्स को भी बदल सकते हैं, केवल एक चीज यह है कि कुछ कठिनाइयों को ध्यान में रखा जाना चाहिए। मुफ्त पहुंच सुनिश्चित करने के लिए, क्रैंकशाफ्ट मानक स्तर से कम से कम 1 सेमी नीचे होना चाहिए। यहां, कोई बॉक्स को हटाए बिना या आंशिक रूप से इसे हटाकर मोटर से विपरीत दिशा में ले जाने के बिना नहीं कर सकता। सभी बेल्ट भी हटा दिए जाने चाहिए। अंतिम लाइनर को स्थापित करने के लिए, अक्सर शाफ्ट को और भी कम करना आवश्यक होता है।
चिह्नों को सम्मिलित करें
यदि मानक मापदंडों के कुछ हिस्सों का चयन करना आवश्यक है, तो यह उस रंग कोड से शुरू होने लायक है जिसे प्रतिस्थापित किए जाने वाले तत्वों पर पाया जा सकता है। यदि महत्वपूर्ण पहनने के कारण ये पदनाम उन पर नहीं हैं, तो कनेक्टिंग रॉड्स पर चिह्नों की तलाश करना उचित है, अधिक सटीक रूप से उनके निचले सिर पर। आपको शाफ्ट पर ही निशान के पत्राचार की जांच करने की भी आवश्यकता है, वे स्थापित किए जाने वाले गर्दन के मापदंडों को निर्धारित करते हैं।
पिस्टन के छल्ले को कनेक्टिंग रॉड और पिस्टन समूह की मरम्मत के दौरान बदल दिया जाता है, अगर वे खराब हो जाते हैं या क्षतिग्रस्त हो जाते हैं। इसके अलावा, इंजन के ओवरहाल के दौरान अंगूठियां बदल दी जाती हैं।
काम पूरा करने के लिए आपको आवश्यकता होगी:
- 75-100 मिमी की माप सीमा के साथ माइक्रोमीटर;
- कैलिपर।
निकासी
1. सिलेंडर हेड निकालें (देखें "सिलेंडर हेड - रिमूवल एंड इंस्टालेशन")।
2. इंजन ऑयल पैन निकालें (देखें " ऑयल पैन - रिमूवल, गैस्केट रिप्लेसमेंट और इंस्टॉलेशन")।
3. तेल का सेवन निकालें ("तेल का सेवन - हटाने और स्थापना" देखें)।
4. चरखी पर रखकर और 19 मिमी की कुंजी के साथ अपनी चरखी को सुरक्षित करते हुए बोल्ट द्वारा क्रैंकशाफ्ट को मोड़कर, पहले सिलेंडर के पिस्टन को निचली स्थिति में सेट करें।
5. 12 मिमी रिंच का उपयोग करते हुए, पहले सिलेंडर के कनेक्टिंग रॉड कवर को सुरक्षित करने वाले दो नटों को हटा दें।
6. कनेक्टिंग रॉड कवर को हटा दें। 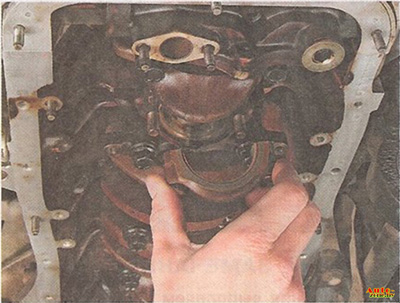
7. लकड़ी के ब्लॉक या हथौड़े के हैंडल से पिस्टन को ऊपर की ओर धकेलें। 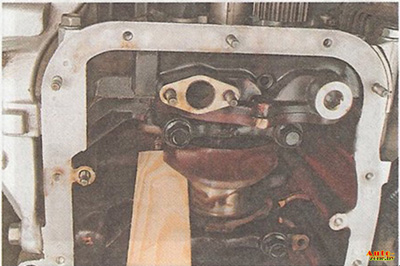
8. सिलेंडर से कनेक्टिंग रॉड के साथ पिस्टन असेंबली को हटा दें। 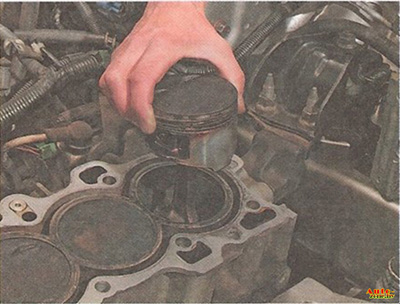
9. पिस्टन पर, एक मार्कर के साथ उस सिलेंडर की क्रम संख्या को चिह्नित करें जिससे इसे हटाया गया था।
10. इसी तरह हम बचे हुए चार पिस्टन को हटा देते हैं।
जुदा और निरीक्षण
कनेक्टिंग रॉड्स पर निचले सिर के व्यास के निचले सिर के छेद का अंकन होता है (तालिका 8.1.4 देखें)। संख्या को एक साथ जोड़ने वाली छड़ की सतह और उसके आवरण पर लगाया जाता है। 
असेंबली के दौरान आकृति के हिस्सों को संरेखित करने की आवश्यकता कवर की गलत स्थापना को समाप्त करती है, साथ ही गलत कनेक्टिंग रॉड पर कवर की स्थापना को भी समाप्त करती है।
1. कनेक्टिंग रॉड और उसकी टोपी से लाइनर हटा दें। 
2. हम पिस्टन को कनेक्टिंग रॉड द्वारा वाइस में ठीक करते हैं।
3. रिंग के लॉक को थोड़ा फैलाकर, ऊपरी संपीड़न रिंग को हटा दें। 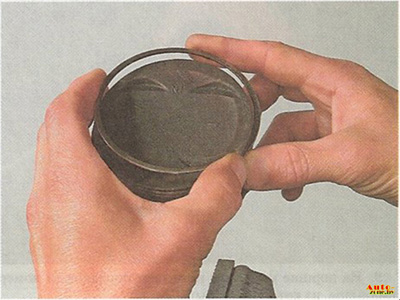
4. इसी तरह, लोअर कंप्रेशन रिंग को हटा दें।
5. तेल खुरचनी की अंगूठी - समग्र, ऊपरी कुंडलाकार डिस्क को हटा दें तेल खुरचनी की अंगूठी...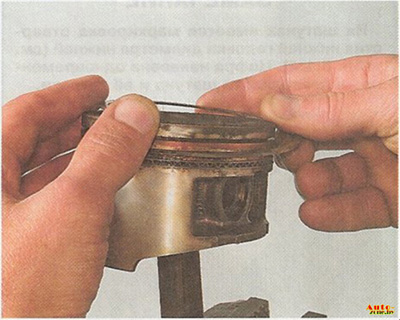
... विस्तारक और निचला कुंडलाकार तेल खुरचनी रिंग डिस्क। 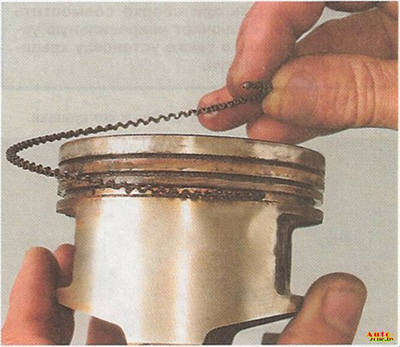
6. इसी तरह, हम अन्य तीन पिस्टन को अलग करते हैं।
7. हम पहले सिलेंडर के पिस्टन स्कर्ट के आकार को माइक्रोमीटर से मापते हैं। 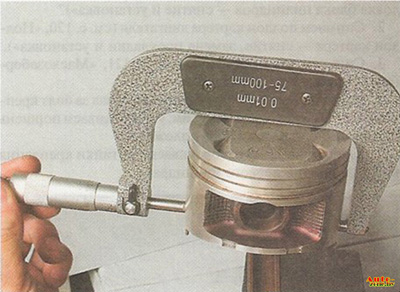
B20B इंजन की मरम्मत करते समय, पिस्टन स्कर्ट के निचले किनारे से 15 मिमी की दूरी पर और B20Z इंजन पर - 20 मिमी की दूरी पर माप लिया जाना चाहिए।
8. बोर गेज के साथ, हम पहले सिलेंडर की दीवारों के पहनने का निर्धारण करते हैं। 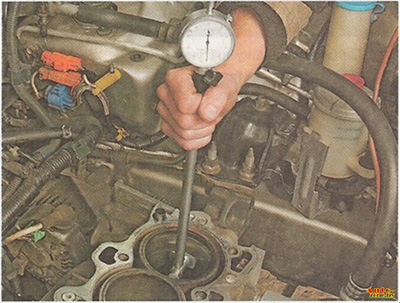
माप दो विमानों में किए जाते हैं - सिलेंडर ब्लॉक के साथ और उसके पार। 
हम माप को चार क्षेत्रों (ऊपरी, मध्य में और सिलेंडर के निचले हिस्सों में) में दोहराते हैं। सिलेंडर पहनने की असमानता 0.05 मिमी से अधिक नहीं होनी चाहिए।
9. पिस्टन और सिलेंडर की दीवारों के बीच निकासी प्राप्त करने के लिए, पिस्टन स्कर्ट के आकार को अधिकतम सिलेंडर व्यास के मान से घटाएं।
10. हम अन्य सिलेंडरों के लिए समान माप करते हैं।
पिस्टन और सिलेंडर आयाम
यदि सिलेंडर की दीवारों का घिसाव अनुमेय मूल्यों से अधिक नहीं है, तो सिलेंडर की दीवारों और पिस्टन के बीच अनुशंसित निकासी को बहाल करने के लिए, पिस्टन को नए के साथ बदल दिया जाना चाहिए। यदि सभी आयाम अनुमेय मूल्यों से अधिक नहीं हैं, तो यह पिस्टन के छल्ले को बदलने के लिए पर्याप्त है।
1. एक माइक्रोमीटर के साथ, हम क्रैंकशाफ्ट के कनेक्टिंग रॉड जर्नल के अंडाकार और टेपर का निर्धारण करते हैं।
क्रैंकशाफ्ट जर्नल का टेंपर 0.04 मिमी से अधिक नहीं है, और अनुमेय अंडाकार 0.01 है। यदि निर्दिष्ट सहिष्णुता में से कोई भी पार हो गया है, तो क्रैंकशाफ्ट को प्रतिस्थापित किया जाना चाहिए। कनेक्टिंग रॉड बेयरिंग को बदलते समय, उन्हें संबंधित क्रैंकशाफ्ट जर्नल के आयामों से मेल खाना चाहिए।
2. हम क्रैंकशाफ्ट के कनेक्टिंग रॉड जर्नल के अंकन का निर्धारण करते हैं (अंकन फोटो में तैयार किए गए संबंधित गर्दन के पास क्रैंकशाफ्ट के ज्वार पर उभरा हुआ एक पत्र के साथ किया जाता है)। 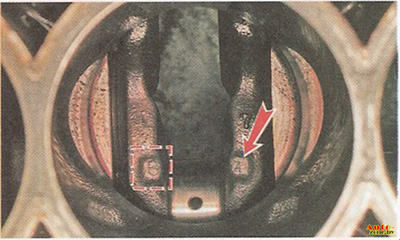
क्रैंकशाफ्ट के आसन्न ज्वार पर, मुख्य असर वाली पत्रिका के आकार को एक संख्या के साथ चिह्नित किया जाता है।
3. हम क्रैंकशाफ्ट के कनेक्टिंग रॉड जर्नल के व्यास के चिह्नों और कनेक्टिंग रॉड्स के निचले सिर के छेद के निशान के अनुसार कनेक्टिंग रॉड बीयरिंग के आकार का चयन करते हैं (तालिका 8.1.4 देखें)।
कनेक्टिंग रॉड बेयरिंग को आकार के अनुसार रंग-कोडित समूहों में विभाजित किया गया है। लाइनरों की मार्किंग एक निश्चित रंग के पेंट से की जाती है, जिसे उनके साइड किनारों पर लगाया जाता है।
तालिका 8.1.3 पिस्टन और सिलेंडर आयाम
तालिका 8.1.4 कनेक्टिंग रॉड बेयरिंग के चयन के लिए तालिका
सभा
1. पिस्टन को कार्बन जमा और जमा से अच्छी तरह साफ करें। 
2. हम पिस्टन, कनेक्टिंग रॉड और उंगली का निरीक्षण करते हैं (उन पर दरारें अस्वीकार्य हैं)।
3. जांच के एक सेट के साथ नए छल्ले स्थापित करने से पहले, हम पिस्टन की अंगूठी और नाली की दीवार के बीच की खाई को मापते हैं जिसमें अंगूठी स्थापित की जाएगी। 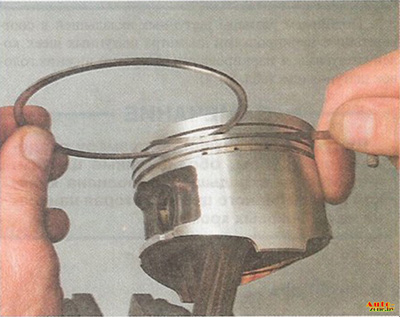
यदि अंतर अधिकतम स्वीकार्य से अधिक है, तो पिस्टन को प्रतिस्थापित किया जाना चाहिए।
4. चयन के लिए पिस्टन के छल्लेपर थर्मल गैपहम बदले में ब्लॉक के सिलेंडर में 15-20 मिमी की गहराई तक छल्ले स्थापित करते हैं और फ्लैट जांच के एक सेट के साथ हम लॉक में अंतर निर्धारित करते हैं। 
5. हम पिस्टन पर छल्ले लगाते हैं: हम तेल खुरचनी की अंगूठी से शुरू करते हैं, फिर निचले संपीड़न की अंगूठी और अंत में ऊपरी संपीड़न की अंगूठी। उसी समय, हम कारखाने के अंकन के साथ संपीड़न के छल्ले को उन्मुख करते हैं। 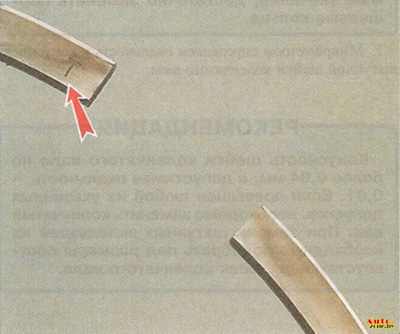
शीर्ष संपीड़न के छल्ले आंतरिक किनारे के शीर्ष पर चम्फर्ड होते हैं। B20V इंजन के निचले कंप्रेशन रिंग में बाहरी किनारा बेवल है। अंगूठियां चौड़ी तरफ नीचे की ओर स्थापित हैं। B20Z इंजन के विवरण पर, रिंगों के बाहरी किनारे के नीचे एक कुंडलाकार खांचा अतिरिक्त रूप से बनाया गया है। गैर-मूल छल्ले स्थापित करते समय, उन्हें पैकेजिंग पर बताए अनुसार उन्मुख करें।
तालिका 8.1.5 पिस्टन रिंग लॉक में अनुमेय थर्मल क्लीयरेंस
6. उनके तालों को मोड़ें ताकि वे एक दूसरे के सापेक्ष 90° के कोण पर स्थित हों (विस्तारक लॉक को ऊपरी संपीड़न रिंग के लॉक के सापेक्ष 90° घुमाया जाना चाहिए, तेल खुरचनी रिंग डिस्क के ताले सापेक्ष स्थानांतरित किए जाते हैं विपरीत दिशाओं में 15° तक विस्तारक लॉक)। 
7. हम सिलेंडर की दीवारों पर साफ इंजन ऑयल लगाते हैं... 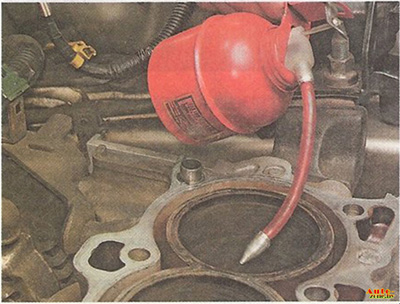
...और पिस्टन की बाहरी सतह। 
8. हम पिस्टन पर खराद का धुरा डालते हैं और इसके साथ छल्ले को समेटते हैं, समय-समय पर हथौड़ा के हैंडल के साथ छल्ले के स्व-संरेखण के लिए खराद का धुरा टैप करते हैं। 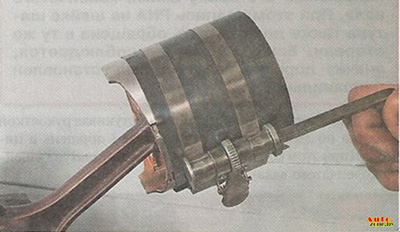
9. हम कनेक्टिंग रॉड और कवर में बेड लाइनर्स को पोंछते हैं और उनमें लाइनर लगाते हैं। 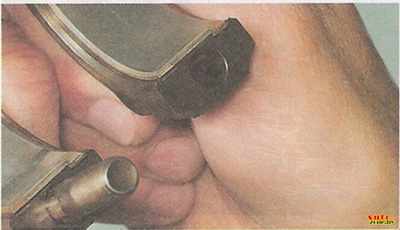
10. साफ से ढक दें इंजन तेलआवेषण की आंतरिक सतह। 
11. पिस्टन को ब्लॉक सिलेंडर में स्थापित करें। 
पिस्टन क्राउन पर तीर क्रैंकशाफ्ट चरखी की ओर इंगित करना चाहिए। इस मामले में, कनेक्टिंग रॉड की गर्दन पर शिलालेख PNA भी उसी दिशा में होना चाहिए। यदि शर्त पूरी नहीं होती है, तो कनेक्टिंग रॉड पर पिस्टन सही ढंग से स्थापित नहीं किया गया था।
12. मैंड्रेल को ब्लॉक में दबाते हुए और पिस्टन के तल को हथौड़े के हैंडल से टैप करते हुए, हम पिस्टन को सिलेंडर में डुबोते हैं (क्रैंकशाफ्ट जर्नल में कनेक्टिंग रॉड की गति को नियंत्रित करते हुए)। 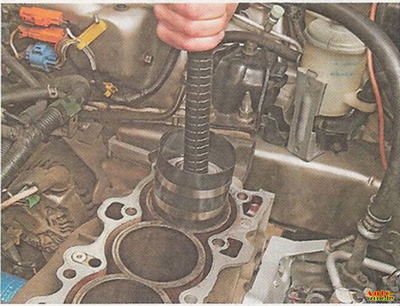
13. हम कनेक्टिंग रॉड पर एक कवर स्थापित करते हैं (ताकि निचले सिर के छेद के व्यास के अंकन को इंगित करने वाली संख्या के हिस्से, ऊपर देखें) और बन्धन नट को 31 एनएम के टॉर्क तक कस दें। 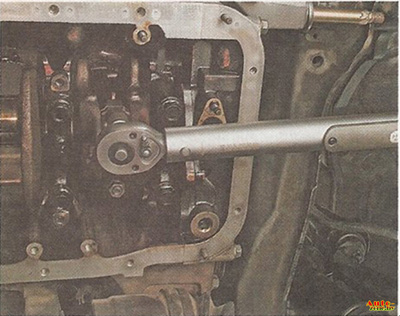
14. हम अन्य तीन पिस्टन को उसी तरह इकट्ठा और स्थापित करते हैं।
15. अगला, हम इंजन को डिस्सेप्लर के विपरीत क्रम में इकट्ठा करते हैं।
चयन चार्ट सम्मिलित करें
शुरुआती इंजनों पर, ऊपर और नीचे के लाइनर समान मोटाई के थे।
बाद के इंजनों पर, असर काम करने की निकासी काफी कम हो गई थी, और इस स्थिति को पूरा करने के लिए, चार अलग-अलग लाइनर का उपयोग किया जाता है, जो अंत में एक रंगीन चिह्न द्वारा इंगित किया जाता है। लेबल का रंग लाइनर की मोटाई को इंगित करता है। सभी बीयरिंगों पर ऊपरी शेल का आकार समान होता है, और आवश्यक मोटाई के निचले शेल को सेट करके कार्य निकासी को समायोजित किया जाता है।
इंजन 1500 सेमी3, 1761 सेमी3 और 1905 सेमी3 3
इंजन 1998 सेमी 3
नवीनतम इंजनों पर, सिलेंडर ब्लॉक पर निशान के अनुसार नए लाइनर का चयन किया जा सकता है। चिह्नों के अभाव में कार्य अंतराल को मापकर ही लाइनरों का चयन किया जा सकता है।
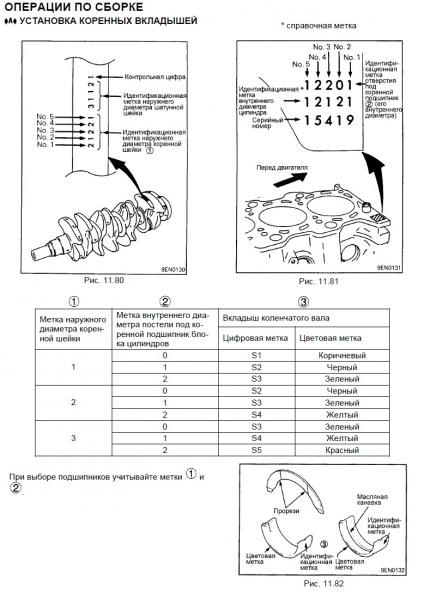
सिलेंडर ब्लॉक पर निशान ब्लॉक के बाईं ओर होते हैं, और क्रैंकशाफ्ट पर निशान क्रैंकशाफ्ट वेब के अंत में होते हैं। इन निशानों का उपयोग निम्नानुसार आवश्यक मोटाई के लाइनर का चयन करने के लिए किया जा सकता है।
क्रैंकशाफ्ट और सिलेंडर ब्लॉक पर पहचान की दो लाइनें हैं: प्यूज़ो द्वारा उत्पादन में इस्तेमाल किया जाने वाला एक बार कोड और पांच पदनामों की एक पंक्ति। अनुक्रम में पहला पद संख्या 1 डालने के आकार को संदर्भित करता है। अनुक्रम में अंतिम पदनाम (जो एक तीर द्वारा पीछा किया जाता है) संख्या 5 डालने के आकार को संदर्भित करता है (अंजीर देखें। सिलेंडर ब्लॉक और क्रैंकशाफ्ट पर निशान का स्थान) पदनाम संख्या एक विशिष्ट क्रैंकशाफ्ट जर्नल और सिलेंडर ब्लॉक असर छेद से निर्धारित होती है।
नॉमोग्राम के ऊपरी अक्ष पर, क्रैंकशाफ्ट के पदनाम को चिह्नित किया जाता है और इस बिंदु के माध्यम से एक ऊर्ध्वाधर रेखा खींची जाती है। नॉमोग्राम के बाएं ऊर्ध्वाधर अक्ष पर, सिलेंडर ब्लॉक के पदनाम को चिह्नित किया जाता है और इस बिंदु के माध्यम से एक क्षैतिज रेखा खींची जाती है। लाइनों के प्रतिच्छेदन का बिंदु आवश्यक निकासी प्रदान करने के लिए झाड़ी के आकार को इंगित करता है (अंजीर देखें। चयन चार्ट सम्मिलित करें).
उदाहरण के लिए, नॉमोग्राम से पता चलता है कि क्रैंकशाफ्ट 6 इंगित करता है, सिलेंडर ब्लॉक एच इंगित करता है, लाल क्षेत्र के भीतर चौराहे बिंदु यह निर्धारित करता है कि आवश्यक निकासी प्राप्त करने के लिए लाल (कक्षा डी) सबसे उपयुक्त है।
तो, आइए एक उदाहरण के रूप में 4G93 इंजन का उपयोग करके लाइनर्स का चयन शुरू करें।
करने के लिए पहली बात मैनुअल को देखें।
यह स्पष्ट हो गया कि हमें क्रैंकशाफ्ट पर निशान खोजने की जरूरत है, जिसके अनुसार हम लाइनर्स का चयन करेंगे।
यहाँ मेरे क्रैंकशाफ्ट पर निशान हैं:

हम संख्याओं की दो पंक्तियाँ देखते हैं:
2 3 3 2 3
2 2 2 2 1
मैनुअल के अनुसार, मुख्य बियरिंग्स के चयन के लिए ऊपरी संख्याओं की आवश्यकता होती है, कनेक्टिंग रॉड्स के लिए निचली संख्या।
दूसरी पंक्ति में, चरम अंक 1 एक चेक अंक है, ताकि हम भ्रमित न हों कि कौन सी संख्याएं क्या दर्शाती हैं।
तो हमारे मामले में, सभी कनेक्टिंग रॉड बीयरिंग समान होंगे (2 2 2 2), जो एसटीडी 2 पहचान चिह्न या काले रंग के निशान से मेल खाती है।
हम संख्या के तहत आवेषण का आदेश देते हैं एमडी343139- 4 चीजें।
अब चलिए रूट बेयरिंग पर चलते हैं।
यहाँ सब कुछ थोड़ा अधिक जटिल है, क्योंकि। क्रैंकशाफ्ट और सिलेंडर ब्लॉक दोनों पर निशान को ध्यान में रखना आवश्यक है।
सबसे पहले, आइए मैनुअल पर वापस जाएं।
मैनुअल से यह स्पष्ट है कि हमने पहले ही काम का हिस्सा कर लिया है - हमें क्रैंकशाफ्ट पर निशान मिले। अब हम सिलेंडर ब्लॉक पर निशान ढूंढ रहे हैं।

सिलेंडर ब्लॉक पर हम संख्याओं और अक्षरों की तीन पंक्तियाँ देखते हैं:
1 1 2 2 2
3 बी बी बी बी
1 1 7 1 3
हमें संख्याओं की पहली पंक्ति चाहिए। कुल मिलाकर हमारे पास निम्नलिखित लेबल हैं:
क्रैंकशाफ्ट पर - 2 3 3 2 3
सिलेंडर ब्लॉक पर - 1 1 2 2 2
मैनुअल से तालिका के अनुसार यह पता चला है:
पहली मुख्य पत्रिका के लिए (अंक 22) आपको एक डालने की आवश्यकता है STD4 - पीला
दूसरी मुख्य पत्रिका के लिए (अंक 3 2) आपको एक डालने की आवश्यकता है STD5 - लाल
तीसरी मुख्य पत्रिका के लिए (अंक 3 2) आपको एक डालने की आवश्यकता है STD5 - लाल
चौथी मुख्य पत्रिका के लिए (अंक 21) आपको एक डालने की आवश्यकता है STD3 - हरा
पांचवीं मुख्य पत्रिका के लिए (अंक 3 1) आपको एक डालने की आवश्यकता है एसटीडी 4 - पीला
हम आदेश देते हैं:
1052ए439एसटीडी 3 हरा - 1 पीसी।
1052ए440एसटीडी 4 पीला - 2 पीसी।
1052ए441एसटीडी 5 लाल - 2 पीसी।

